 Co., Ltd.")
Research on forming process of selective zone laser melting of tantalum metal
Release time:
2025-02-08
possesses good modulus of elasticity, induced easy to produce bone tissue, good wettability and other characteristics, which has become the most ideal hard tissue implantation material recognized by the medical community [5-7]. The design of porous tantalum cells with millimeter-scale pore size can facilitate cell attachment, and the connecting rods in the cells need to have extremely low internal porosity to ensure the mechanical properties of porous tantalum. The traditional forming methods of tantalum are mainly powder metallurgy and electron beam melting, but the tantalum produced by powder metallurgy has poor plasticity and high content of impurities, while the tantalum produced by electron beam melting has coarse grains, which makes it difficult to prepare structurally complex parts [8-9]. Selective laser melting (SLM) technology is an additive manufacturing technology with laser as the energy source, which has the advantages of high personalized manufacturing, near-net molding, high densities and excellent mechanical properties, and is widely used in aerospace, weaponry, ships, automotive and medical fields [10-13]. electron beam melting methods. Some studies have shown that the laser power and scanning speed have the greatest influence on the densities and surfaces of the molded parts [7, 14]. Deng Chaoyang et al [8] prepared pure tantalum specimens by SLM technology and studied their microstructure and mechanical properties, which showed that the pure tantalum specimens had good surface and low porosity. The yield strength of the pure tantalum specimen prepared by the optimal process was 551 MPa, the tensile strength was 618 MPa, and the elongation was 13.2%. However, the literature only gives the optimal laser power and scanning speed parameters, and does not provide parameters such as scanning spacing, layer thickness, scanning strategy, etc., and does not thoroughly study the effects of laser power and scanning speed on the densification of the specimens, respectively.
Tantalum powder in the SLM forming process of rapid melting and rapid cooling crystallization, if the laser energy density input is too small easily caused by the powder particles are not sufficiently melted, resulting in the specimen inside the melting channel lap bad, porosity, cracks and other defects increase. However, if the energy density is too large, it is easy to cause thermal stress concentration, temperature gradient is too large, microcracks increase and deformation is serious, and even the sample itself cracks and other problems. This causes difficulties in SLM research, and there are few studies at home and abroad on the influence of the printing parameters of tantalum on its surface morphology and densification. Therefore, in this paper, the authors take tantalum powder as the test material and carry out selective laser sintering molding on the EOSM290 molding equipment, and on the basis of fixed scanning spacing, layer thickness, scanning strategy, etc., they study the effects of energy density, laser power, and scanning speed on the densification of tantalum blocks, and optimize the combination of the parameters through the measurement of tantalum density and observation of tantalum surface morphology, and then prepare a high-density tantalum block by using the optimized process parameters.
1 test materials and methods
1.1 materials and equipment
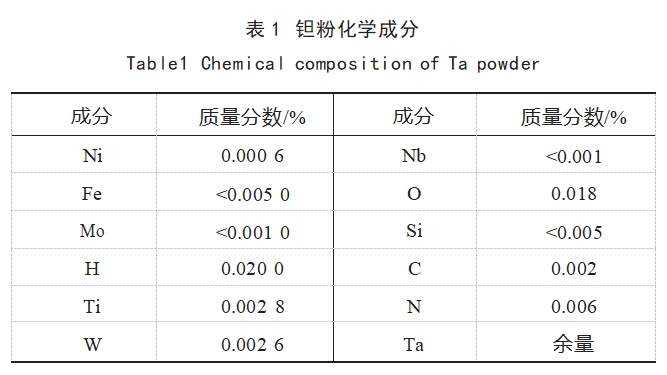
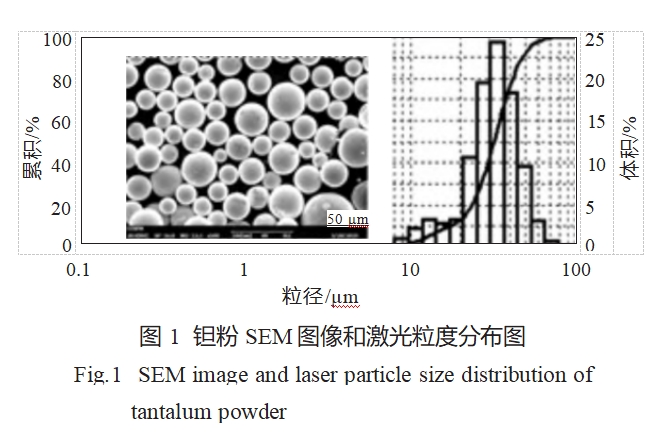
tantalum powder purchased from guangzhou selon additive manufacturing limited liability company, the sphericity of 0.91, the typical particle size range of 15~53μm, determined by the Winner2000ZDE laser particle size analyzer, the laser particle size of the average particle size of D10 = 17.12μm, D50 = 32.14μm, D90 = 48.24μm. Dav=32.64μm, with an overall normal distribution of particle size. The powder had a Hall flow rate of 9.35 s/50 g, an oxygen volume fraction of 0.18%, and its chemical composition is shown in Table 1.SEM morphology and laser particle size distribution are shown in Fig. 1. Due to the small particle size of the powder, it is very easy to absorb the moisture in the air, so that the powder fluidity decreases, affecting the quality of forming, so before the test 80 ℃ vacuum drying for 2h, while the dehumidifier will be used to reduce the ambient humidity to less than 45%, to avoid the powder out of the re-absorption of moisture.
Selection of laser melting equipment for the EOSM290, the substrate material is molybdenum, the laser power of 400W, wavelength of 1060nm, spot diameter ≤ 100μm. protective gas for Ar, N2, the volume fraction of oxygen in the work of the bin ≤ 0.1%. The surface of the substrate was degreased with acetone and blown dry.
1.2 Methods
Energy density is very important to the performance and service life of the sample. Laser energy density calculation formula [15]:
(1)
where: E is the energy density, J/mm3; P is the laser power, W; h is the layer thickness, mm; v is the scanning speed, mm/s; d is the line spacing, mm.
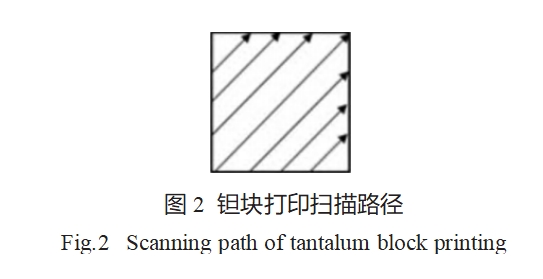
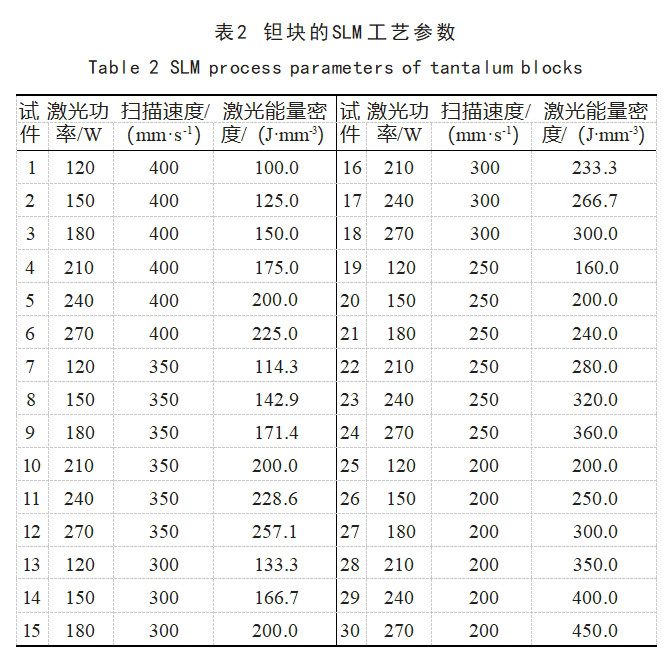
Considering the printing efficiency and print quality, the scanning layer thickness of 0.03 mm and the laser line spacing of 0.1 mm were selected, and the scanning path is shown in Figure 2. Each layer of the scanning path rotated 67 °, preheating temperature of 50 ° C, the protective gas is 99.99% high-purity argon (volume fraction), the volume fraction of oxygen in the bin when the printer works ≤ 0.1%. The laser power was adjusted to be 120~270W, with a value interval of 30W; the scanning speed was 200~400mm/s, with a value interval of 50mm/s. The SLM process parameters of the tantalum block are shown in Table 2. Thirty groups of process parameters with different laser energy densities were obtained.
Thirty 10mm×10mm×8mm tantalum blocks were printed with the above parameters, and the density of the tantalum blocks was self-measured with a Vanlidor electron densitometer WLD-120MD after wire-cutting. The surface morphology of the tantalum blocks was observed with a scanning electron microscope. The tantalum blocks were printed again with the optimized process, and the density of the tantalum blocks was measured with the Mazihaq MH-220S solid-liquid dual-use visual density tester, and the test standard was GB/T3850-2015.
2 Results and Discussion
2.1 The effect of process parameters on the surface morphology
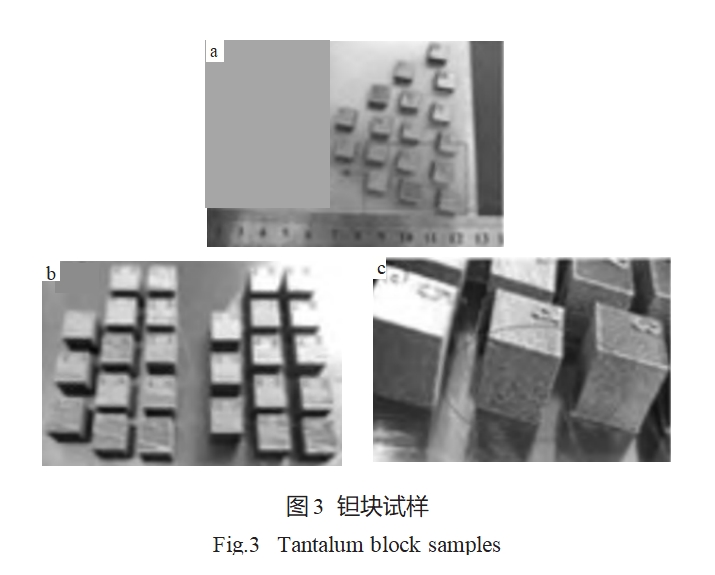
the tantalum block printed with the parameters of Table 2 is shown in Figure 3. Figure 3a in the tantalum block surface metal luster is dull, the number of figures blurred; Figure 3b in the tantalum block surface flat and smooth, laser scanning texture is clearly discernible; Figure 3c in the tantalum block, although the sweeping texture is clear, the surface metal luster is bright, but there is a warping deformation or even cracking.
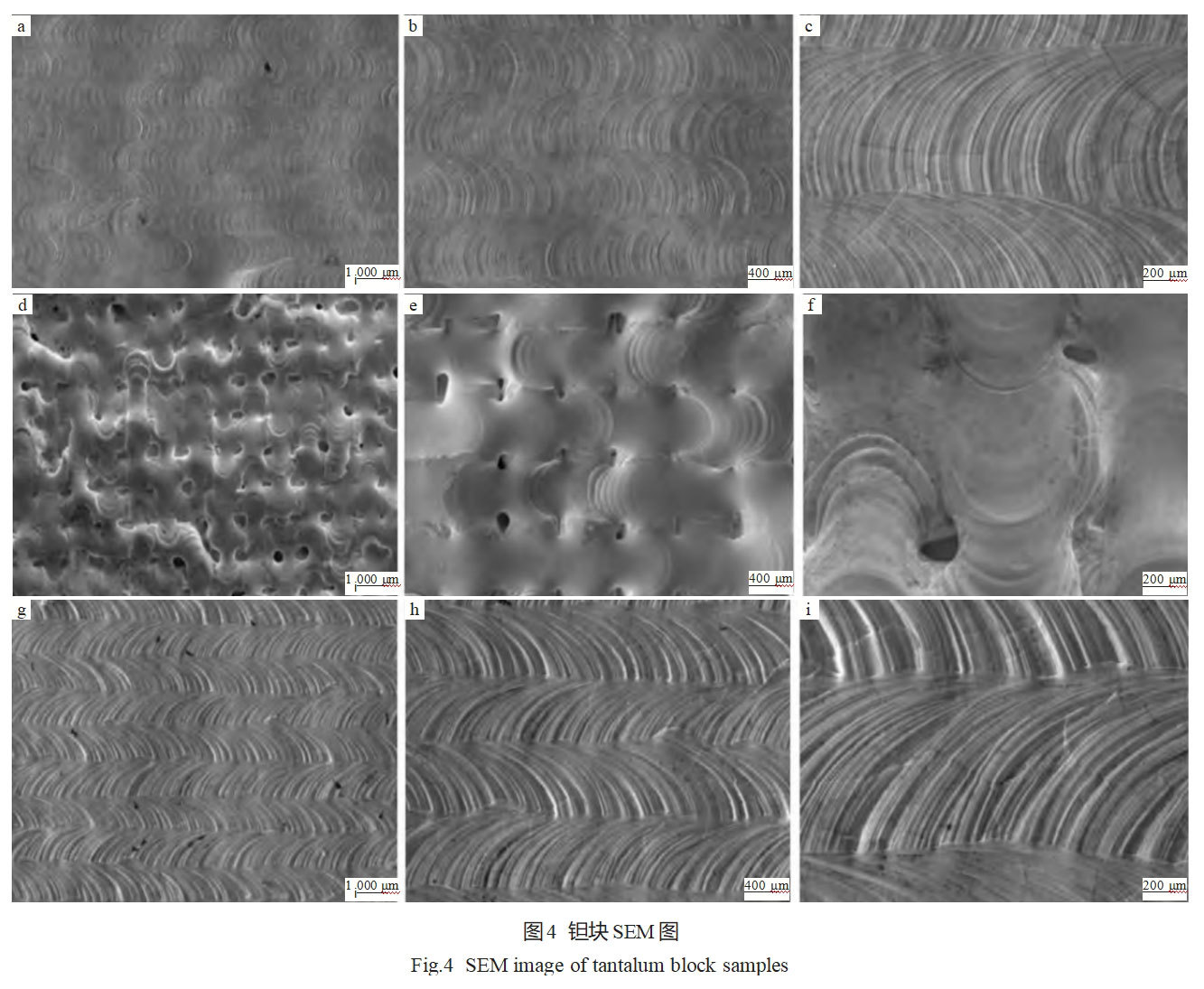
with a scanning electron microscope to observe the surface morphology of the tantalum block, energy density is less than 150J/mm3 when the tantalum block surface SEM morphology as shown in Figure 4a~c. It can be seen that the surface of the tantalum block there is insufficient powder fusion, the fusion channel lap bad phenomenon, the energy density of the tantalum block printed as shown in Figure 3a. The SEM morphology of the tantalum block surface when the energy density is 150~250J/mm3 is shown in Figure 4d~f. It can be seen that the molten pool fusion channel overlap is good, the powder is fully melted, and the tantalum block printed at this energy density is shown in Figure 3b. The SEM morphology of the tantalum block surface when the energy density is more than 250 J/mm3 is shown in Fig. 4g~i. It can be seen that the powder is fully melted and the fusion channel laps well, but the surface flatness of the fusion channel decreases and deformation occurs, and the tantalum block printed at this energy density is shown in Fig. 3c. In summary, the surface morphology of the printed tantalum block is better when the energy density is 150~250J/mm3.
2.2 Effect of process parameters on densification
Specimen density and densification are shown in Table 3. It can be seen that the density of 18# specimen is 98.92%, which is the highest density among all the specimens. 1# specimen corresponds to the lowest laser energy density of the process parameters, and its density is also the lowest, which is 87.75%. The densities of specimens 6, 10, 11, 12, 16, 17, 18, 21, 22, and 26# all exceeded 98%.
The effect of energy density on densification is shown in Fig. 5. It can be seen that the densification increases and then decreases with the increase of energy density, and gradually slows down in the process of increase. This is because when the energy density is less than 150J/mm3, part of the powder is not completely melted, the spheroidization is serious, the tantalum block generates a large number of pores and defects [7, 16], the density of tantalum block is lower; when the energy density is greater than 150J/mm3, less than 250J/mm3, with the increase in the energy density, the powder is fully melted, and a large number of pores and voids are filled, and the densities of the specimens are significantly increased, and the tantalum block micro-melt pool is smooth and flat at this time. block miniature melting pool is flat and smooth, with the smallest amount of deformation. When the density of the specimen is close to the density of Ta metal, its internal voids are less and less, and the density growth slows down [17]; when the energy density is greater than 250 J/mm3, tantalum powder begins to overmelt, or even splash, and the density of tantalum blocks decreases. In addition, the rate of energy input exceeds the rate of energy absorption and dissipation, resulting in heat accumulation, stress concentration begins to appear in the melting region, deformation begins to intensify, and the surface of the miniature molten pool is uneven, resulting in serious cracks and warpage. As can be seen from Fig. 5, under the same energy density (200J/mm3), 5, 10, 15, 20, 25# specimens have different densities due to different laser power and scanning speed.
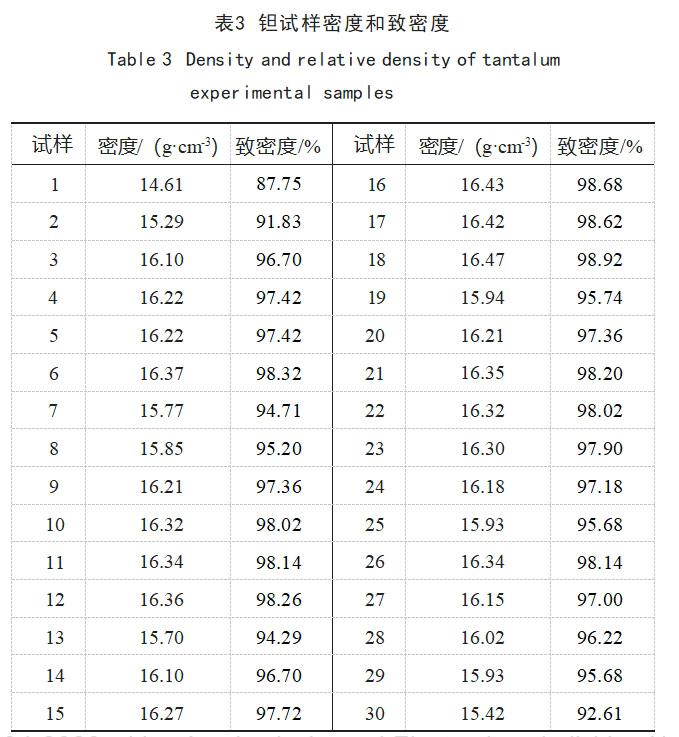
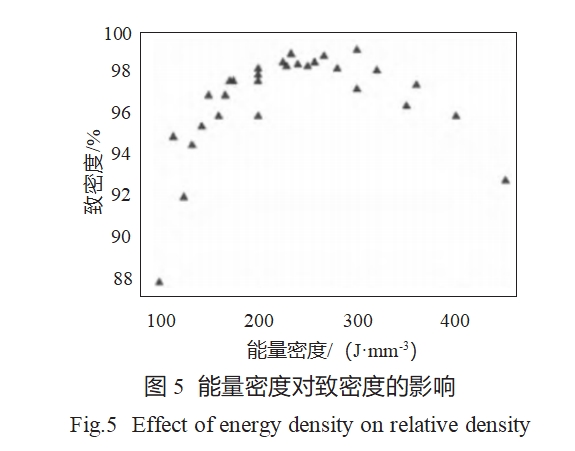
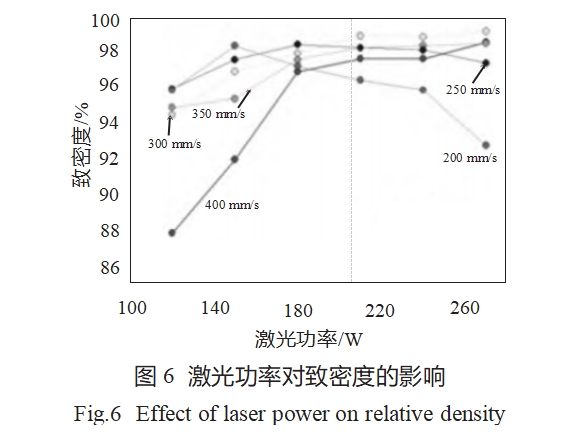
Fig. 6 shows the effect of laser power on densification. Figure 7 shows the effect of scanning speed on densification. As can be seen from Figure 6, when the scanning speed is 250~400mm/s, the density of the specimen increases with the increase of laser power, and when the scanning speed is 200mm/s, the density of the specimen increases and then decreases with the increase of laser power. This is mainly because when the scanning speed is certain, with the increase of laser power, the unmelted powder decreases and the density of the specimen increases. However, as the laser power increases, the powder gradually becomes over-melted and the density of the specimen decreases.
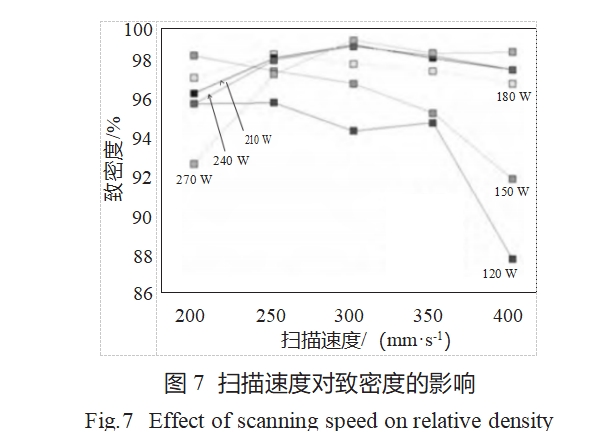
As can be seen from Figure 7, when the laser power is 180~270W, the density of the specimen increases and then decreases with the increase of scanning speed;
when the laser power is 120-150W, the density of the specimen decreases with the increase of scanning speed. This is because when the laser power is 120~150W, with the increase of scanning speed, the energy density decreases, the proportion of powder not fully melted gradually increases, and the specimen density decreases; when the laser power is 180~270W, with the increase of scanning speed, the tantalum powder is transformed from over-melting to fully melted, and finally not fully melted, so the specimen density first increases and then decreases.
In order to further optimize the density of SLM forming specimens, the forming process of 10# specimens with higher density was printed again. And test the density, the results are shown in Table 4.
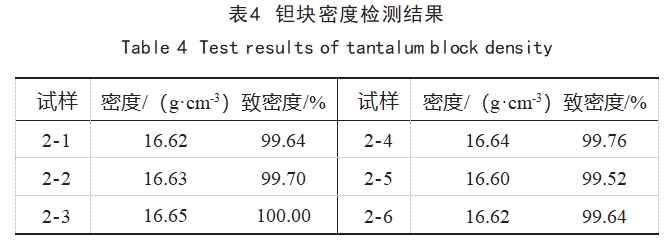
The maximum density of the formed tantalum block is 16.65g/cm3, the average density is 16.62g/cm3, the average densification reaches 99.64%, and there is no warping deformation and cracking phenomenon.
3 Conclusion
1) The process development and optimization study of dense tantalum block was carried out, and it was found that the surface morphology of tantalum block was good when the energy density was 150~250J/mm3. The optimized process is laser power P=210W; scanning speed v=350mm/s; scanning layer thickness is 0.03mm; laser line spacing is 0.1mm; the scanning path of each layer is rotated 67°; and the preheating temperature is 50℃. The average density of the tantalum block prepared by this process was 16.62 g/cm3; the average densification was 99.64%.
(2) In the tantalum block forming process, there are three stages of energy input and output: stage 1 0<E<150J/mm3, the energy input is insufficient, the tantalum powder is not completely melted, and the density of tantalum block is positively correlated with the energy density; stage 2 150J/mm3<E<250J/mm3, the powder is basically completely melted, and the energy input is basically balanced with the amount absorbed by the powder and the amount of conduction dissipation, and the density of tantalum block increases with the The density of tantalum block increases with the increase of laser power, but the trend of increase gradually slows down; stage 3 E>250J/mm3, at this time, the energy input rate is greater than the sum of the powder absorption energy and conduction dissipation rate, the heat accumulation effect is gradually obvious, the roughness of the miniature molten pool increases, the tendency of stress cracking intensifies, the defects increase, and the density of tantalum block decreases.
Reference: (c) 1994-2023 china Academic Journal Electronic pubolishing House. Al rights reserved. http://www.cnki.net
Medical grade spherical tantalum powder produced by Stardust Technologies not only possesses excellent fluidity, high purity, low oxygen content and high sphericity, but also excellent biocompatibility and corrosion resistance, making it particularly suitable for use in the manufacture of high-precision medical implants, such as orthopedic and dental implants. In addition, its uniform particle distribution and good sintering properties make it widely used in high-end fields such as electronics and aerospace. For more information or customized service, please contact our professional manager Cathie Zheng +86 13318326187.

News
Stardust Technology (Guangdong) Co., Ltd.

101, Building 1, Liandong Youzhi Zone, Senshuji Road, Nansha Community, Danzao Town, Nanhai District, Foshan City,Guangdong Pro.,China
Tel:13318326187
13378621675
QR code