 Co., Ltd.")
Properties of Pure Tungsten Produced by Selective Laser Melting
Release time:
2025-01-23
Tungsten is a refractory metal with high hardness and strength as well as good electrical conductivity and corrosion resistance, which is widely used in the fields of defense and military industry, aerospace, and medical devices [1-2]. Tungsten, which can be prepared into tungsten-copper composites using copper as the binder phase, is used in electronic packaging, electrical contact materials, electrical machining electrodes, and high temperature resistant materials [3-7]. Due to the high melting point of tungsten, tungsten products are mostly prepared by powder metallurgy (PM) [8], metal injection molding (MIM) [9], or discharge plasma sintering (SPS) [10]. However, these methods have significant shortcomings in forming structural zeros with complex 3D designs.
Selective laser melting (SLM) is a classification of 3D printing, which adopts the design concept of “additive manufacturing” to provide a new forming method and process for the preparation of complex precision components. It is based on the computer CAD model, through the laser beam selectively scanning the metal powder bed, so that the selected area of the powder under the action of the laser rapidly melted and solidified, layer by layer buildup to form the required parts samples. With the rapid development of 3D printing technology, many scholars have carried out research on the preparation of complex parts of titanium alloys, stainless steel and nickel-based high temperature alloys [11].
Due to the high melting point of tungsten, which requires high laser emission power, and the high liquid surface tension of pure tungsten after melting, which leads to its poor spreading performance after laser melting, so that the tungsten will produce spheroidization problems during solidification, thus leading to the low densities of SLM-formed tungsten samples, there are fewer studies at home and abroad on the preparation of pure tungsten samples by selective laser melting. According to related reports, DanqingZhang et al [12] obtained tungsten samples with 60%~82% relative densities and nano-fine crystalline structures of tungsten by adjusting the scanning parameters during selective laser melting; XinZhou et al [13] analyzed the process of melt spreading and solidification as well as factors affecting spheroidization of tungsten in selective laser melting, and obtained tungsten samples with relative densities of 82.9% tungsten samples; ZhouX et al [14] investigated the effects of different substrates and scanning parameters on the spreading and solidification behaviors of selective laser melting monolayer tungsten powders, and elucidated the spheroidization problem generated in the spreading. However, the study on the performance of pure tungsten prepared by SLM is less and still needs to be deepened.
In this experiment, selective laser melting technology is used to explore the preparation process parameters for forming tungsten samples with different relative densities, and to analyze and discuss their mechanical properties and microstructures after heat treatment, so as to provide a reference for the preparation of pure tungsten samples by selective laser melting.
1 Experiment
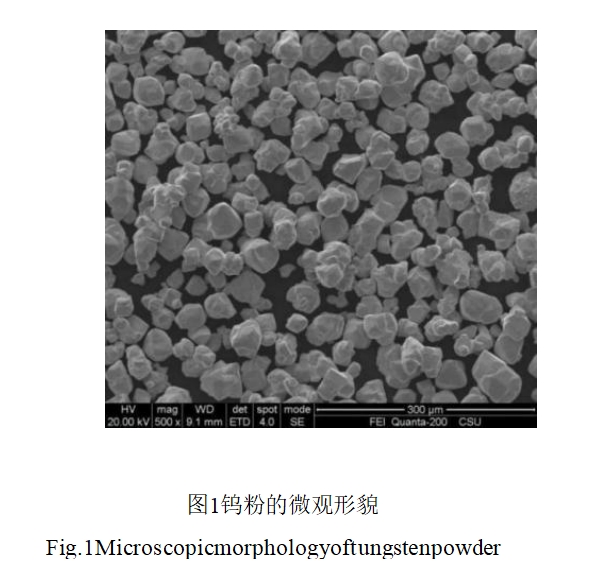
The raw material powder used in this experiment is W powder with 99.9% purity, provided by Zigong Cemented Carbide Limited Liability Company, with polygonal structure, as shown in Fig. 1, and its particle size distribution is as follows: 26.957, 41.972, and 64.719 µm for D10, D50, and D90, respectively (TopSizer Laser Particle Size Analyzer).
The experimental equipment model FS271M, equipped with an IPG500W fiber laser with a wavelength of 1070 nm, was used with a double spot with a focusing of 68 µm and a defocusing spot of 90 µm, which was supplied by Hunan Huashu High-Tech Co. In the experimental process, selective laser melting (SLM) technique was used to melt the tungsten powder. During the experiment, argon was passed as a protective gas to prevent the tungsten powder from being oxidized. Firstly, the temperature of the substrate was preset to 100℃, and the powder roller spread the tungsten powder evenly to the forming cylinder; secondly, the laser beam acted on the forming cylinder according to the scanning path preset by the computer until the information of the layer was printed; then the forming cylinder dropped one layer thickness, and repeated the above steps until the whole workpiece was completed; finally, the sample was detached from the substrate by wire cutting process. During the experiment, the scanning pitch was fixed at 240µm, the layer thickness (powder thickness) was 150µm, and the samples with different relative densities were prepared by changing the two variables of laser power and scanning speed. The size of the samples was 50mm×25mm×3mm as shown in Fig. 2. The samples with high relative densities were held at 1000, 1400, and 1960°C for 2h for heat treatment.
Using Quanta200 environmental scanning electron microscope to characterize the surface morphology and microstructure of the sample; using AEL-200A densitometer to test the density of the sample, using a combination of tensile and torsional benchtop fatigue testing machine MTS858 to test the flexural strength of the sample; using the image of multifunctional analysis of digital microhardness tester MHVD-100IS to test the sample microhardness.
2 results and analysis
2.1 Microstructure and mechanical properties analysis of SLM samples
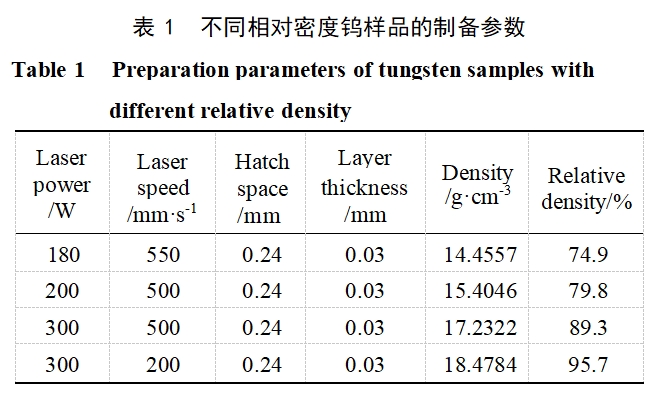
Experimentally prepared for the relative density of 75%, 80%, 90% and 95% of the four kinds of samples, its SLM preparation process parameters are shown in Table 1.
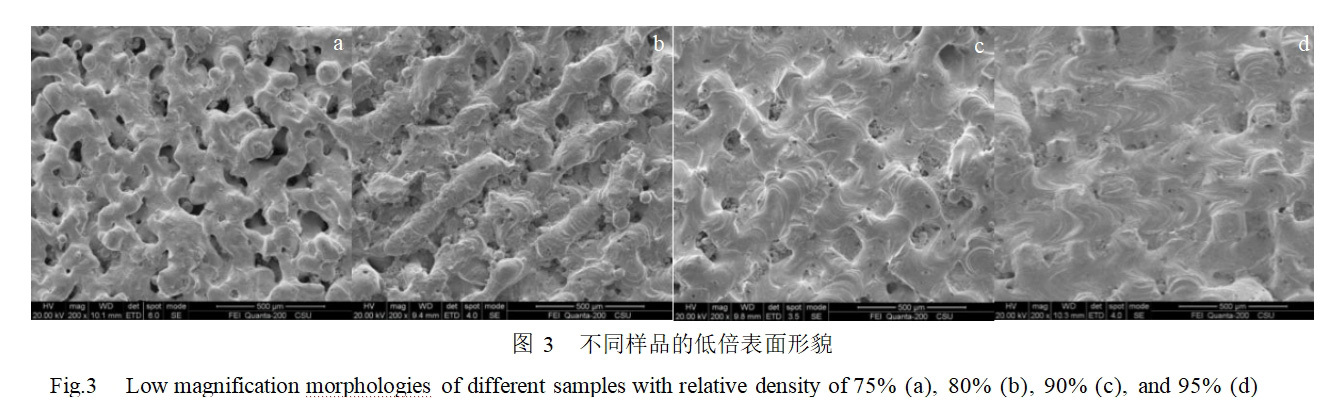
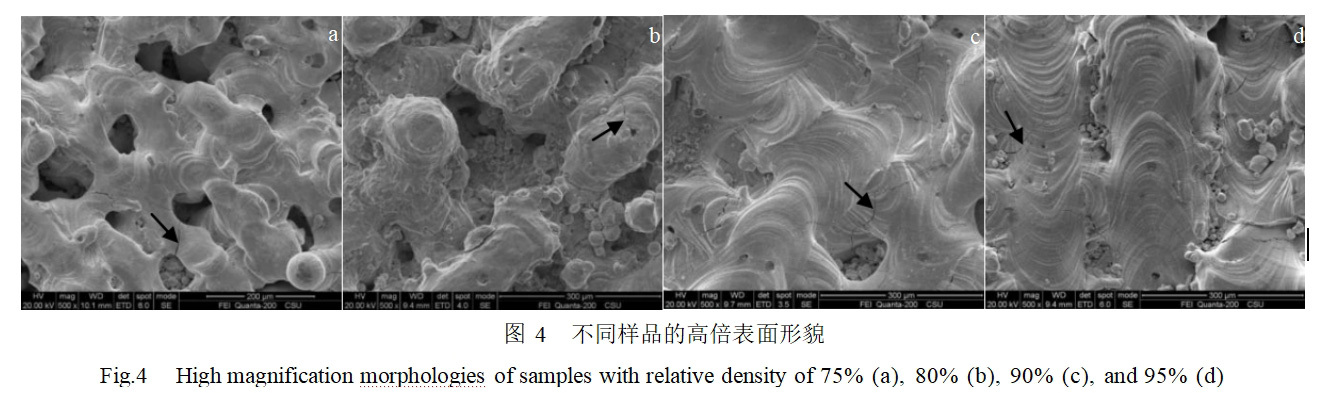
Figures 3 and 4 show the surface morphology and organization of the samples with different relative densities, respectively. It can be seen from Fig. 3 that the unmelted particles are gradually reduced and the scanning trajectories are gradually clearer with the increase of relative density. As shown in Figs. 3a and 3b, in the samples with relative densities of 75% and 80%, the scanning paths appeared discontinuous and their widths were narrowed; no linear scanning trajectories were formed in the samples with relative densities of 75%.
During laser sintering, Gu defines the integrated parameter LF to describe the laser energy input to the melted powder layer [15]:
LF = P/vh (1)
where P is the laser power, v is the scanning speed, and h is the scanning spacing. the input laser energies at 75%~95% relative densities are 1.36,1.67,2.5, and 6.25 J/mm2 , respectively.
It can also be seen from Figs. 4a and 4b that the scanning path appears to be discontinuous, which is caused by the weakened fluidity of the tungsten melt. The low LF laser energy decreases the temperature inside the melt pool and increases the surface tension. This causes the viscosity of the melt to rise, which makes the fluidity of the melt worse; at the same time, there are more unmelted tungsten particles appearing at the front edge of the melt spreading at low energy, which further impedes the flow of the melt and makes the spreading of the melt more difficult, leading to the narrowing of the width of the scanning channel of tungsten at low density. At the same time, the excessive scanning speed led to an increase in the cooling rate of the melt. The faster solidification rate and lower mobility caused discontinuities in the scanning channel and also reduced the relative density of the material.
As seen in Fig. 4, microcracks were generated on the surface of the sample (shown by the arrows in the figure), but the microcracks were not deep and existed only in the surface layer of the sample. This is mainly caused by the residual thermal stress. Under the action of higher laser power, the tungsten particles are rapidly melted and wetted to spread; however, due to the extremely short laser action time, the solidification and cooling of the sample surface is faster than that of the sample interior, and tensile stresses are generated on the surface. Due to the poor plasticity of tungsten itself, the tensile stress exceeds its strength limit and microcracks are produced.
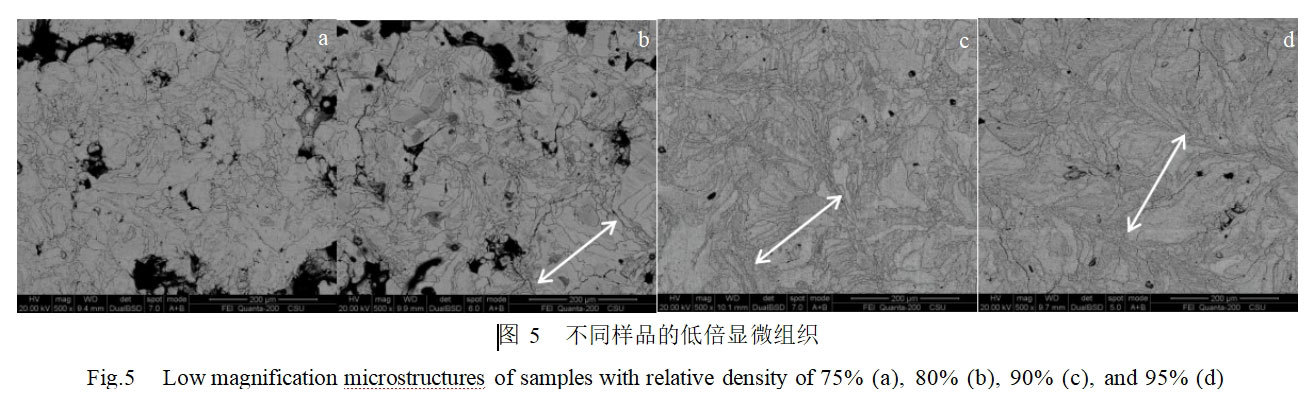
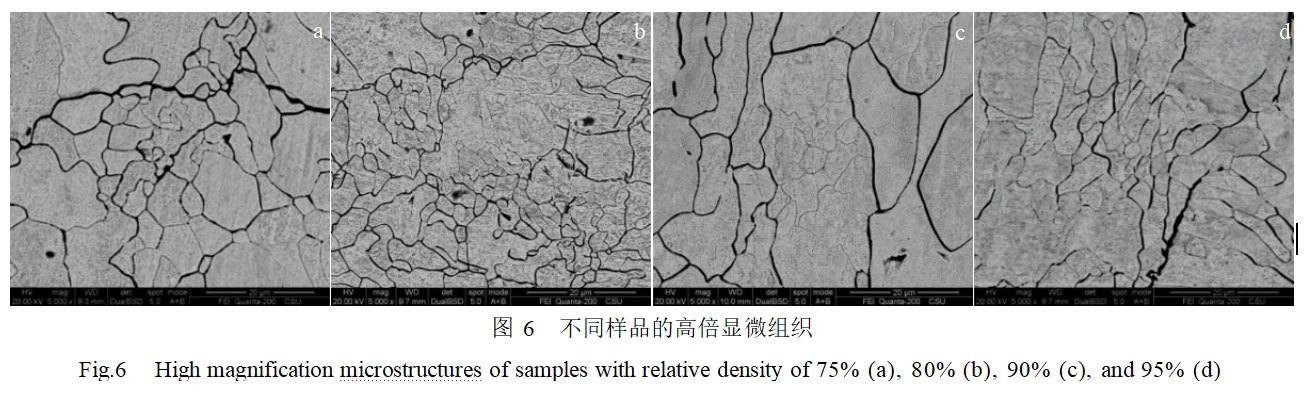
Figures 5 and 6 show the microstructures of the samples with different relative densities, respectively. As can be seen from Fig. 5, the microstructure of the sample with higher relative density is arranged in radial intervals, and the tungsten grains in the radial region are fine; while the grains between the radial tissues are large, and the spacing of the radial tissues is measured to be about 240 μm (marked by the black line in the figure), which is the same as the laser scanning spacing. A similar circular thermal radiation area is formed around the laser spot, causing the tungsten in the radiation area to melt. In order to ensure that all the surface of the powder layer through the laser radiation effect, the laser spot each time the edge of the radiation area partially overlap, in the radiation area of the overlap region of the tungsten powder after the second laser spot scanning, access to more energy, to get fully melted, in the rapid cooling effect of the overlap region to obtain a fine grain organization. After the secondary laser spot scanning in the overlap region, the temperature is higher than other regions, and the tungsten melt will shrink to the overlap region along the temperature gradient line during solidification, thus forming a radial organization in the region. From Fig. 5a, it can be seen that the samples with lower relative densities did not form a very clear spaced-out radial microstructure. This is due to the fact that at low relative densities, the laser energy acting on the powder layer is small, the thermal radiation area is small, and the unmelted tungsten particles and pores hinder the solidification to some extent, resulting in the non-formation of coherent radial microstructure at high relative densities.
In addition, Figure 5, there are also very coarse tungsten grain organization. These large “grains” are in fact not fully melted tungsten powder particles, due to the laser scanning speed is too fast, the temperature in the melt pool in the region after reaching the melting temperature of tungsten did not remain stable, the temperature decreased rapidly, resulting in only the tungsten particles border melting, the internal grains did not melt completely before solidification. As a result, there is no process of nucleation growth during complete melting and solidification, so the dendritic organization in the literature of Takamichi, Li [16,17] and Zhang [12] does not appear. It can also be seen from Fig. 6 that the size of the large “grains” is between 20 and 40 μm, which is just the concentrated area of the size distribution of tungsten powder. The fine grains wrapped around them also confirm that the internal grains of tungsten are not melted.
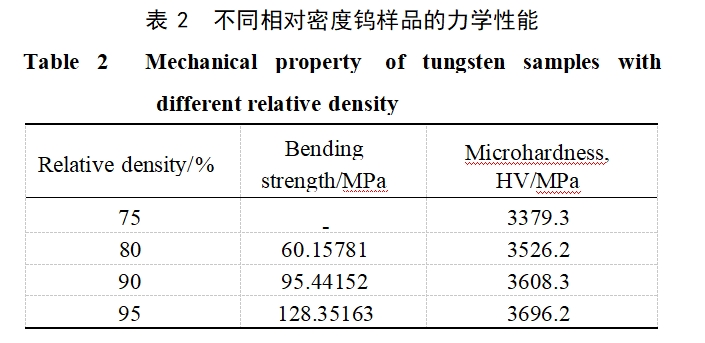
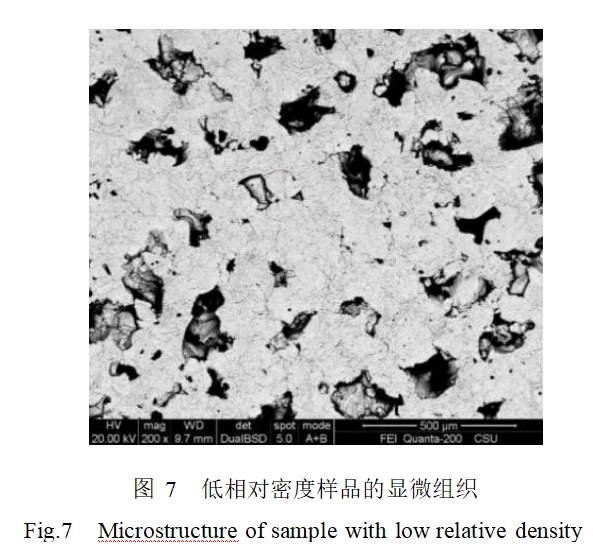
The flexural strength and microhardness of the samples with different relative densities are shown in Table 2, and their flexural strength and hardness increase with the increase of relative density. The sample with a relative density of about 75% fractured under the experimental calibration force of 3N, which can be considered as a very low flexural strength. This is due to the fact that the holes and cracks inside the samples gradually decrease as the relative density increases. At low relative densities, as shown in Fig. 7, the material is only lap-formed with more unmelted tungsten powder inside, resulting in the formation of a large number of holes inside, which makes the material the first to crack along the hole region when subjected to the force, and at 75% of the relative density, the material can not even withstand the experimental calibration force. As can be seen from Fig. 5, with the increase of laser energy, the relative density of the sample is gradually increased, the internal unmelted particles are gradually reduced, the holes are also reduced, and the tissues are combined better, and its strength and hardness are also increased.
2.2 Microstructure and mechanical property analysis of SLM samples with different heat treatment
In order to release the internal stress of the material and explore the influence of different heat treatment temperatures on the properties of pure tungsten samples prepared by SLM, three heat treatment temperatures of 1000, 1400°C and 1960°C were selected for the experiment. The microstructure of the SLM-prepared samples with a relative density of about 95% was held at the three temperatures for 2h, and the microstructure of the samples and the untreated samples are shown in Fig. 8. As can be seen from the figure, the grain size of the untreated tungsten sample is basically the same as that of the tungsten grain size after the treatment at 1000 and 1400 ℃. After heat treatment at 1960°C, it reached the sintering temperature of tungsten, and the tungsten grains grew significantly larger than the other samples. This is because after reaching the sintering temperature of tungsten, since tungsten is a pure metal, there is no second phase particles pinned at its grain boundaries, which will be extremely easy to migrate and make the grains grow [18].
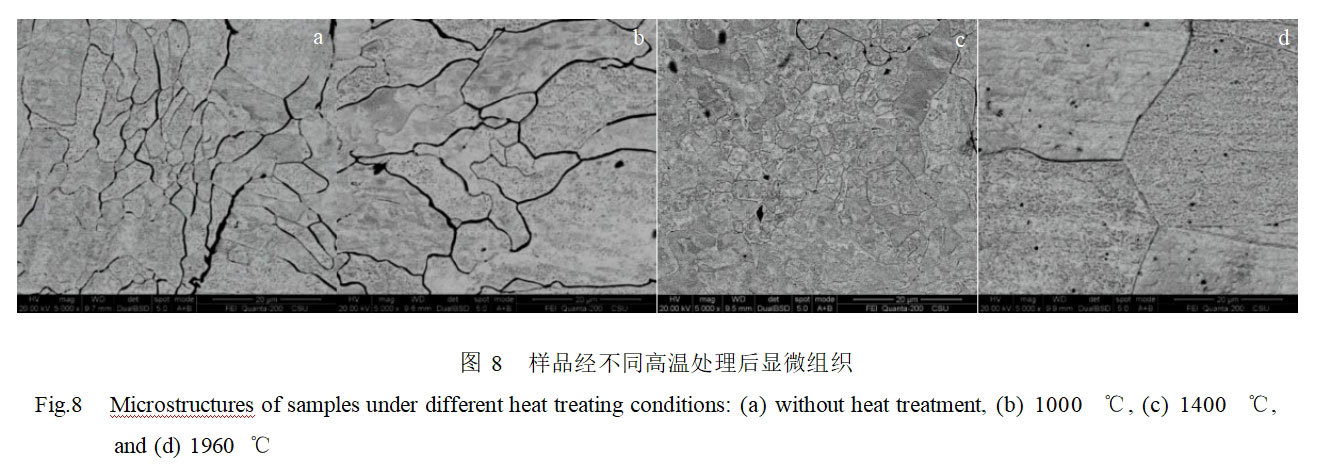
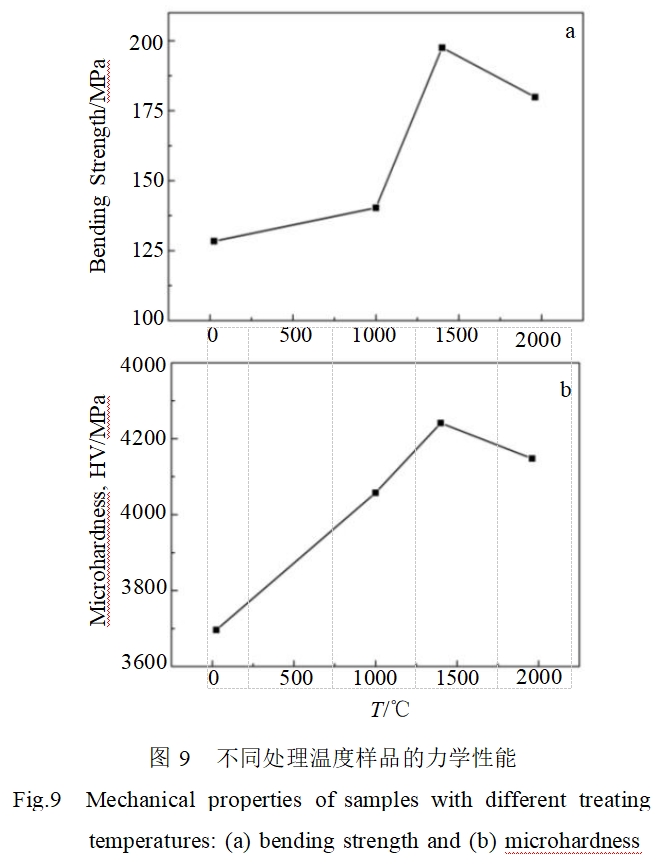
The flexural properties and microhardness of the heat treated samples at different temperatures are shown in Fig. 9. As the heat treatment temperature increases, the flexural strength and microhardness both increase first and then decrease. This is due to the fact that the residual stresses due to rapid solidification of the samples are eliminated after treatment at 1000 and 1400°C. The hardness of the samples is also reduced at the same holding time. Under the same holding time, the residual stresses are more easily eliminated at higher temperatures (1400°C), resulting in an increase in the mechanical properties of the material compared to 1000°C. The mechanical properties of tungsten at 1960°C and 1400°C are also improved. At 1960°C, the tungsten reached the sintering temperature, and since the tungsten had melted and solidified in the SLM preparation, there was no rearrangement of the particles during the sintering process as well as the formation and growth of the sintering neck, as shown in Fig. 8d, which only caused the grain growth to occur, resulting in a decrease in the mechanical properties of the material.
2.3 XRD physical phase analysis
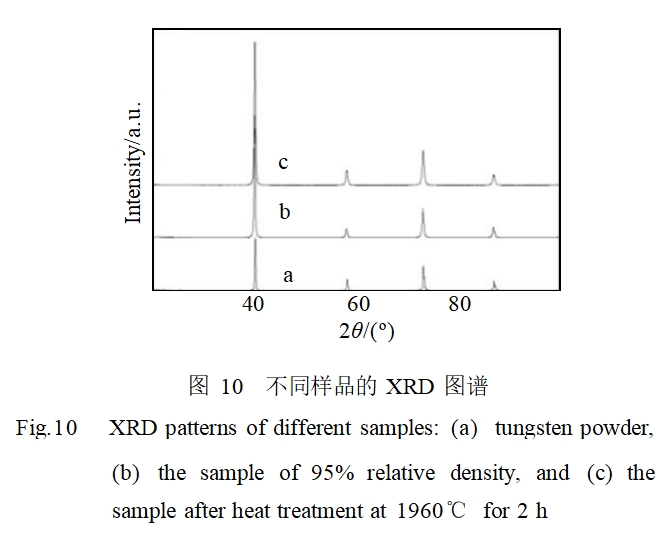
Figure 10 shows the XRD patterns of the samples, and Table 3 shows their diffraction peaks and half-height width values. Among them, a, b and c are the tungsten powder, the tungsten sample with 95% relative density formed by SLM and the tungsten sample after being held at 1960°C for 2h, respectively. As can be seen from Table 3, the deviation values of the samples from the tungsten standard peak 2θ are within 0.1°, indicating that the crystal structure of tungsten has not been changed after different treatments. After the high temperature sintering treatment at 1960°C, the half-height width of the diffraction peak was slightly increased compared with the untreated sample. From Fig. 8d, it can be seen that the grain growth of the sample after high-temperature sintering occurs, but because the size of the grain is larger than 100 nm, which has reached the micrometer level, the Scheller's formula D=Kλ/βcosθ is no longer applicable. The broadening of the half-height width caused by grain refinement has been very small, and the main reason at this time is microscopic strain. Using Jade software to fit the full spectrum, the microscopic strains of samples a, b, and c are 0.007, 0.145, and 0.199, respectively, and the increase in microscopic strain directly leads to the broadening of the half-height of the diffraction peaks. The faster cooling rate of the 1960°C-treated samples during cooling increases the microscopic stresses inside the material, which results in the broadening of the half-height width of the diffraction peaks of the pure tungsten samples after sintering to be larger than that of the unsintered samples in spite of the increased grain size.
3 Conclusions
(1) Pure tungsten samples with a relative density of 75%~95% can be obtained by different laser scanning energies, and the microstructure of the samples is arranged in radial intervals, the tungsten grains in the radial region are finely organized, and the coarse tungsten particles are retained between the radial organization.
(2) As the relative density of the pure tungsten sample increases, its flexural strength and microhardness gradually increase.
(3) The flexural strength and microhardness of the high relative density (95%) pure tungsten samples prepared by SLM after heat treatment at 1000, 1400, and 1960 ℃ increased and then decreased with the increase of the treatment temperature. The flexural strength and microhardness reached the highest value after the treatment at 1400°C, and the grain growth occurred significantly at 1960°C, resulting in the reduction of its mechanical properties.
(4) The crystal structure of SLM-formed pure tungsten samples did not change from that of the 1960°C heat-treated samples.
reference:(c)1994-2023 china Academic Journal Electronic publishing House. All rights reserved. http://www.cnki.net
Stardust Technology adopts advanced RF plasma spheronization technology to prepare spherical tungsten powder, with high purity, good fluidity and controllable particle size distribution, and a variety of particle size specifications of micron level can be provided according to customers' needs. Its excellent performance makes it widely used in medical devices (such as radiation shielding components), precision tungsten gratings, military industry, chemical industry, national defense, science and technology, and other high-end fields, which is the ideal choice for quality and reliability.
If you have any inquiry about spherical refractory metal powder.Please feel free to contact our technician manager:Cathie Zheng +86 13318326187.

News
Stardust Technology (Guangdong) Co., Ltd.

101, Building 1, Liandong Youzhi Zone, Senshuji Road, Nansha Community, Danzao Town, Nanhai District, Foshan City,Guangdong Pro.,China
Tel:13318326187
13378621675
QR code