 Co., Ltd.")
Microstructure and Mechanical Properties of Selective Laser Melting (SLM) Formed Pure Tungsten
Release time:
2025-03-03
Tungsten (W) and its alloys are widely used in electronic engineering, manufacturing, aerospace, medical [1-5] and other fields due to its high density, high melting point, high thermal conductivity, high recrystallization temperature, low coefficient of thermal expansion, and high strength and hardness at room and elevated temperatures.
Due to its high melting point, tungsten cannot be prepared by melting and smelting, so powder metallurgy (PM), spark plasma sintering (SPS) and chemical vapor deposition (CVD) are often used to produce and manufacture tungsten products [6-9]. The tungsten prepared by the above methods has the disadvantages of low density, low strength, poor plasticity and high impurity content, and its application is greatly restricted.
In recent years, additive manufacturing technology has been rapidly developed and successfully applied in the forming of materials such as TC4, stainless steel, CoCr alloy, AlSi10Mg alloy, etc. [10-13], especially Selecting Laser Melting (SLM) technology, which is characterized by a short research and development and manufacturing cycle, high material utilization, good surface metallurgical quality, and the ability to prepare complex and precise structures [11-13]. can prepare complex and precise structures [14-16], it has become an alternative way to prepare tungsten products.
In this paper, the density, surface morphology, microstructure and mechanical properties of pure tungsten formed by selective laser melting technology are investigated to explore the feasibility of preparing refractory metal tungsten by selective laser melting technology.
1 Experiment
1.1 Material
Pure tungsten spherical powder (provided by Xi'an Sellon Metal Materials Co., Ltd.) was prepared by plasma spheronization, in which the mass fraction of elemental W was ≥99.9% and the average particle size was about 30 μm, and the main chemical compositions of the powders were shown in Table 1.
The morphology of the powder was observed by SU-5000 automated thermal field emission scanning electron microscope (FESEM) (Hitachi, Japan), as shown in Fig. 1, and it can be seen that the powder is spherical and free of agglomerates and impurities in appearance. The properties of the powder were tested by MalvernInstruments software, and the particle size was measured to be 15-53 μm, the Hall flow rate was 5.24 s/50 g, the bulk density was 10.84 g/cm3, and the vibrational density was 12.74 g/cm3. The above data ensures that the powder has a good flowability and a low porosity. If the particle size of the powder is too large, the porosity after molding is large, and it is easy to produce porosity; if the particle size of the powder is too small, it is easy to occur the phenomenon of particle adhesion, resulting in poor fluidity of the powder. The powder was dried at 100°C for 4h before the experiment to reduce the humidity of the powder and improve the powder flowability.

1.2 Equipment and method
The EP-M260 selective laser melting equipment equipped with a 500W water-cooled fiber laser and a wavelength of 1060~1090nm (Class IV laser) was selected for SLM forming. Before SLM forming, the substrate was preheated to 150°C, and the forming chamber was sealed and filled with high-purity argon gas (≥99.999%) to ensure that the mass fraction of oxygen was less than 0.02%, and the oxidation phenomenon of tungsten powder could be reduced by controlling the oxygen content in the chamber. The process parameters used in this paper are as follows: the laser power is 400W, the scanning speed is 1100mm/s, the thickness of the powder is 25μm, the spot diameter is 80μm, the scanning strategy is a short straight line scanning, and the rotational angle increment between the two neighboring layers is 67°, and the scanning strategy is shown in Figure 2. The upwind scanning direction was used to ensure that the sintered tungsten powder would not fall into the unformed area, and the upwind scanning direction could improve the forming performance.
Some of the molded parts prepared by SLM are shown in Fig. 3, and the molding accuracy is as high as ±0.05 mm. 10 mm × 10 mm × 10 mm specimens were cut from the SLM molded parts for densification, microstructure observation, and mechanical property testing. The Archimedes drainage method was used to measure the densification, and each sample was measured five times to take the average value. The specimens for tissue observation were cut along the cross-section (x-y) and longitudinal section (z-x), respectively, with the size of 10 mm × 10 mm × 10 mm, polished to 1500# and then mechanically polished using 0.5 μm SiO2 suspension, followed by corrosion with NaOH+K3[Fe(CN)6]+H2O solution (mass ratio of 1︰1︰10) for 15-20 s. The specimens were then corroded by the NaOH+K3[Fe(CN)6]+H2O solution (mass ratio of 1︰1︰10) for 15-20 s, using the Leica/MeF3A optical microscope (OM) and SU-5000 automated thermal field emission scanning electron microscope (SEM) were used to observe the organization and micro-morphology of the corroded samples. A BUEHLERVH-3100 micro Vickers hardness tester was used to measure the hardness of the 10mm×10mm×10mm molded parts with a loading load of 2.49N and a holding time of 15s. A total of 20 hardness test points were taken at 0.5mm intervals for each point, and the results were averaged. Room temperature compression was carried out on a universal testing machine model MTS809 with a compression rate of 0.0035m/s (according to GB/T7314-2017), and the compressed part was a cylindrical specimen with a diameter of 6mm and a height of 9mm, as shown in Figure 3b.
2 Results and analysis
2.1 Forming quality and densification
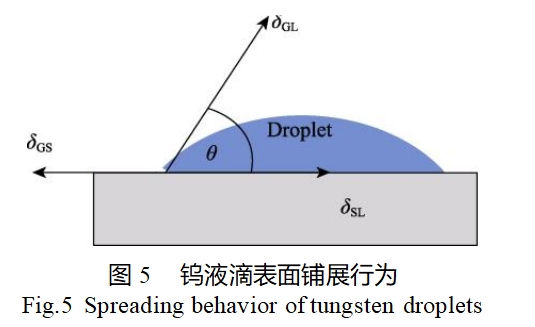
The surface morphology of tungsten samples prepared by SLM under SEM is shown in Figure 4. It can be seen that the surface of SLM-formed pure tungsten samples is smooth and dense, and liquid splashing and spheroidization are almost invisible. It is also noticed that there are a few unmelted powder particles, microcracks and holes on the surface without serious spheroidization. The incompletely melted sphericalized droplets can be seen from Fig. 4b, which is mainly related to the irregular size and shape of the powder particles [17]. Wang et al. [18] demonstrated experimentally that spherical powders can increase the laser absorption rate and the stacking density, and it is more likely to form a continuous melt trajectory compared with irregular powders. In addition, the formation of spherical droplets is also related to the temperature of the molten droplets during the SLM process. At higher temperatures, the molten droplets have lower surface tension and kinetic viscosity, and thus better fluidity and spreading, which can improve the sphericalization phenomenon to some extent. The surface spreading behavior of tungsten droplets is shown in Fig. 5. From Young's equation [19], the relationship between the wetting angle θ and the surface tension δGS between solid-gas, δSL between solid-liquid, and δGL between liquid-gas when the melted droplet is wetted on the upper surface layer is shown in equation (1).
δGS-δLS=δGL-cosθ(1)
The value of cosθ is between 1 and -1. When the wetting angle θ is smaller, its wettability and powder spreading are better; on the contrary, the larger the wetting angle θ is, the worse the wettability is, and when θ=180°, its wettability is the worst, and the powder does not spread and thus causes the phenomenon of spheronization. In order to ensure the balance of equation (1), when θ = 0° and δSL value is the smallest, the molten droplet can obtain good wettability and spreading, at this time, the surface tension of the droplet is the smallest. In order to obtain a lower surface tension, the molten droplet should be made to have a higher temperature, the higher the temperature, the stronger the thermal motion of the atoms, the smaller the interaction force between the plasmodesmata located within the liquid and the plasmodesmata on the surface of the liquid, and the lower the surface tension, the more the molten droplet can be completely spread out during the SLM preparation process, and the more the molten droplet can obtain a good wettability and spreading, thus reducing the appearance of the spheroidization phenomenon. Under the condition that the material interface is free of oxides and other impurities, the appearance of spheroidization can also be reduced.
Density is an important performance index to test whether the finished 3D printing product is qualified, this paper adopts Archimedes drainage method [20] to measure the density of tungsten blocks, from the SLM prepared formed tungsten blocks were taken in the same shape and size of the small samples for the measurement of density, the tungsten specimens were polished and smoothened before the test, and ultrasonically cleaned and dried in order to avoid the oxides and the holes in the surface to affect the density. The standard density value of pure tungsten ρw is 19.35 g/cm3, and the formula of Archimedes' drainage method is shown in Equation (2).
 (2)
(2)
Where: m0 is the dry mass; m1 is the wet mass; ρs is the density of distilled water. In order to minimize the error, measurements were averaged several times. The results show that the densities can all reach 97.79%.
2.2 Microstructure and physical phase analysis
The microstructure of SLM-formed pure tungsten in the x-y plane and z-x plane is shown in Figure 6. From Fig. 6a, the elongated columnar crystals can be clearly observed, and the formation of columnar crystals is mainly due to two reasons: because SLM forming is a bottom-up stacking process, a huge temperature gradient will be generated during the forming and stacking process, which will make the grains grow along the direction of the temperature gradient to form columnar crystals; local remelting phenomenon occurs in the process of forming, which eliminates the obstacles to the nucleation of the grains solidification, so that the locally remelted grains continue to epitaxial growth, and then grow into columnar crystals. epitaxial growth, and then grow into columnar crystals. From Figure 6c, it can be observed that the columnar crystal short-axis cross-section is polygonal, grain orientation has no obvious pattern, presenting the characteristics of equiaxial crystal.
From Fig. 6b and Fig. 6d, a large number of pores can be observed, and there are two main reasons for the formation of pores: in the preparation process, the impurity of the protective gas in the cavity can easily lead to the formation of pores, and by the high energy density, the flow of the molten pool in the process of preparation can easily form an end-flow, which leads to a strong flow of the protective gas and thus the formation of the Marangoni effect, and in the dynamics, the Marangoni effect has a significant effect on the flow of the molten pool and the formation of the Marangoni effect. The Marangoni effect has a great influence on the melt pool flow, and the strong Marangoni effect will increase the probability of the gas entering the melt pool, which will lead to the formation of pores in the solidified melt pool [21]; the spheroidization phenomenon of tungsten powder will also lead to the formation of pores. During the preparation of pure tungsten by SLM, the droplet diffusion time during tungsten melting was 86.3 μs, while the solidification time was 46 μs, and the solidification time was only half of the diffusion time [17], resulting in the solidification of the melted tungsten droplets before the diffusion process was completed, which impeded the homogeneous deposition of the subsequent powders, and seriously interfered with, or even interrupted, the forward motion of molten droplets during the laser melting process. As a result, it is difficult to completely fill the interspherical pores on the surface of the previous layer, leading to interlayer porosity [22]. However, it is possible to control the number of pores and thus minimize the effect on the mechanical properties by adjusting the energy density.
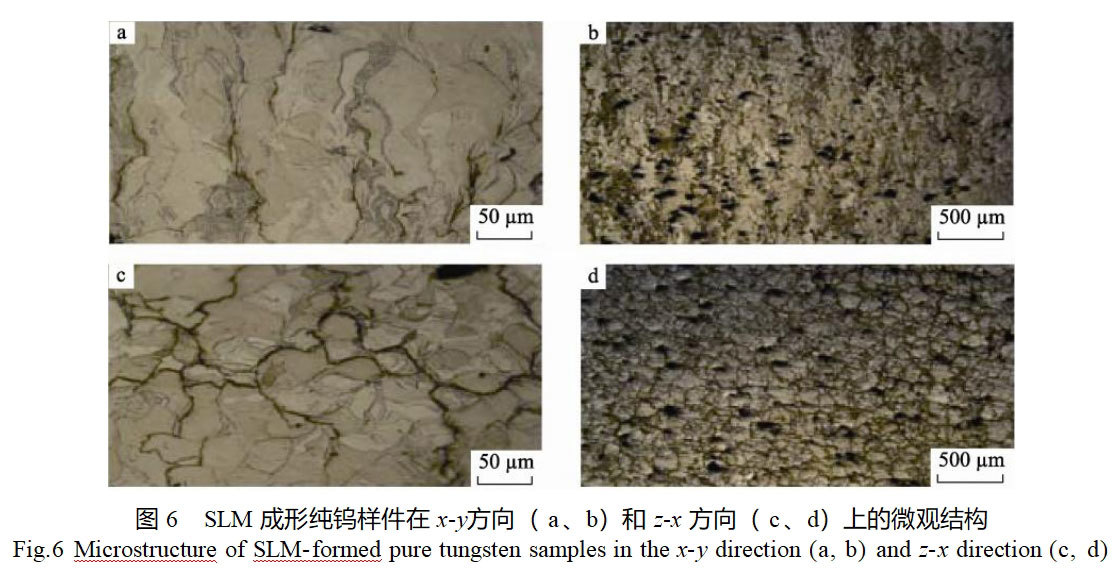
From Figures 6a and 6c, it can be observed that there are microcracks extending along the printing direction and microcracks starting from and extending along the grain boundaries. The microcracks formed during SLM machining of metal parts are thermal cracks caused by thermal shrinkage [23].SLM is a fast forming process with large shrinkage stresses, the shrinkage stresses are usually unstable and will be released and then cracks will be formed, and when in the high ductile-brittle transition temperature (DBTT) of tungsten (200~400°C) [24], the sensitivity of the cracks becomes higher and the microcracks are easily produced. In addition, the metallurgical properties of low-temperature brittleness and low fracture toughness of tungsten accelerate crack propagation, and although it is difficult to improve the intrinsic ductility of pure tungsten, it is possible to adjust the thermal residual stresses, and regulate the inhomogeneous temperatures by optimizing the SLM process parameters and the substrate preheating temperature.
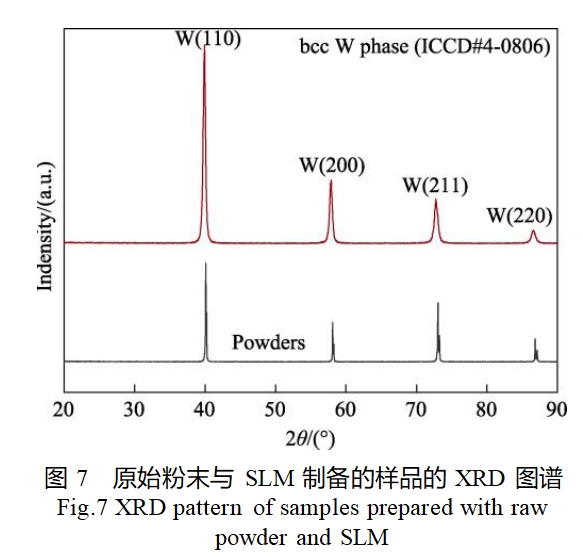
The XRD patterns of pristine powder and SLM-formed pure tungsten are shown in Fig. 7. It can be seen that the XRD patterns of both the original powder and SLM-formed pure tungsten show four peaks, and the positions of the peaks are similar, indicating that the structure of the crystal has not changed significantly during the SLM forming process. Meanwhile, the characteristic peaks of W oxidation were not found in the XRD patterns, indicating that the pure W powder was not oxidized during the SLM forming process. As can be seen in Fig. 7, the diffraction peaks characterize the standard body-centered cubic (bcc) tungsten phases in the (110), (200), (211), and (220) crystal planes (JCPDS card #0040806).
2.3 Mechanical properties
2.3.1 Hardness
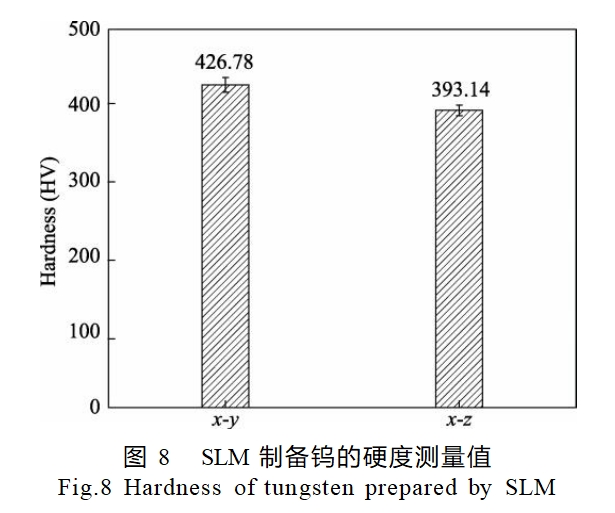
The microhardness of SLM formed pure tungsten samples on x-y plane and z-x plane was measured by BUEHLERVH-3100 micro-Vickers hardness tester, and the results are shown in Figure 8. It can be seen that the microhardness is (426.78±5) HV in the x-y plane and (393.14±5) HV in the z-x plane, which indicates that the mechanical properties of tungsten block fabricated samples prepared by SLM are anisotropic in the 2 directions. Tungsten is a metal with a high melting point, and the grain growth tends to show lateral growth patterns such as columnar crystals or slat crystals. During SLM preparation of formed pure tungsten test pieces, the laser will radiate irradiation from the front side to the side side, so that the front side will crystallize in a laminar structure (see Fig. 6a), while the side side side will show a slat crystal structure with lateral growth (see Fig. 6c). Due to the tight lattice, the laminar growth structure is harder because of the stronger bonding between the atoms. In contrast, due to the lateral stretching of the lattice, the bonding between the atoms of the slatted crystal structure is relatively weaker, resulting in a relatively lower hardness on the z-x side. In addition, the porosity and relative density of the material have a great influence on the hardness. Since porosity and hardness are inversely proportional, the specimen with the highest density has the smallest porosity and therefore has the greatest hardness [22]. Fig. 6b and Fig. 6d show that the porosity of the x-y surface is significantly smaller than that of the z-x surface, which will result in the microhardness of the x-y surface being larger than that of the z-x surface. Compared with the pure tungsten block samples fabricated by conventional preparation methods such as chemical vapor deposition (419 HV) and discharge plasma sintering (302 HV) [79], the Vickers hardness of SLM-prepared pure tungsten samples is significantly larger, which is due to the finer grain size of the SLM-formed materials, which can achieve the effect of fine-grain strengthening.
2.3.2 Compression test
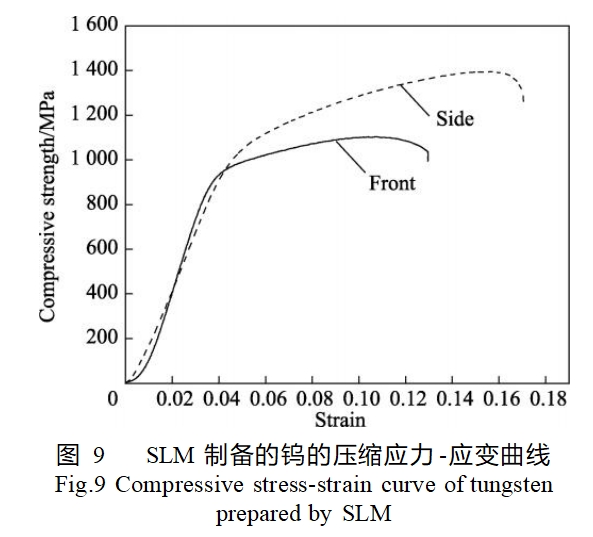
The compression stress-strain curve of SLM pure tungsten under the optimized process parameters is shown in Figure 9. It can be seen that the minimum ultimate compressive strength is about 1100 MPa, which is 198 MPa higher than the minimum compressive strength of 902 MPa of the W block made sample prepared by Meng et al [25]. it can also be seen that the compressive strength in the z-x plane (1395 MPa) is higher than that in the x-y direction (1100 MPa). For pure tungsten parts, since tungsten has a high melting point and thermal conductivity, and the rapid solidification during the SLM process promotes grain refinement, this material tends to produce a highly oriented long columnar crystal structure during the preparation process, and in the case of compressive loading in the z-x plane, the load acts perpendicularly to the direction of growth of columnar crystals. The long axis of the columnar crystals is perpendicular to the loading direction, and this structure is more conducive to absorbing and dispersing the load, thus contributing to the improvement of the lateral compressive strength of the part. In the case of x-y plane compression loading, the load acts parallel to the growth direction of the columnar crystals. In this case, since the direction of the long axis of the columnar crystals is parallel to the loading direction, the material will be more prone to plastic instability, thus reducing the compressive strength in the x-y plane. Therefore, the higher lateral compressive strength of pure tungsten parts in the z-x plane than in the x-y plane is mainly related to the crystal orientation corresponding to the highly oriented long columnar crystal structure produced during the SLM process.
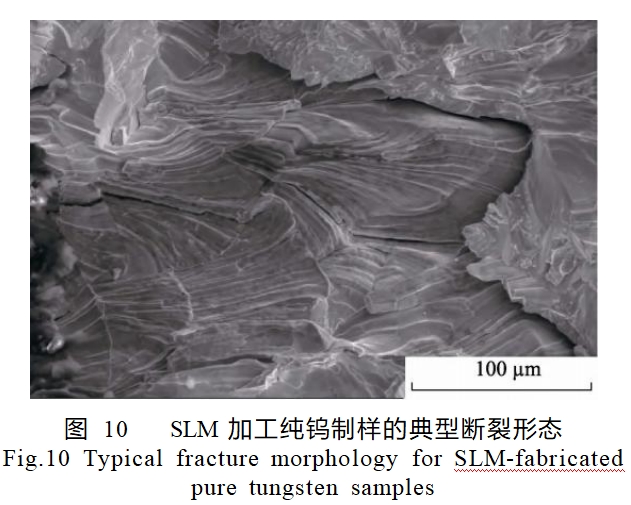
In order to further investigate the fracture mechanism of SLM pure tungsten, the compression fracture morphology was microscopically observed and SEM micrographs of the fracture surface were collected, as shown in Fig. 10. An obvious river pattern can be seen, which is typical of brittle fracture characteristics. Brittle materials usually contain some small, granular cracks [26], and during compression, high tough-brittle transition temperatures lead to low grain boundary strength and cracks tend to sprout at grain boundaries due to the extrusion of particles into each other. As the grain boundaries continue to slip, these initial cracks expand along the grain boundaries, and eventually the sample fractures along the grain boundaries, forming disintegration steps and disintegration surfaces.
3 Conclusion.
The forming densities, microstructures and mechanical properties of pure tungsten specimens prepared by selective laser melting technology have been investigated, and the defect formation mechanism, microstructural features and their relationship with mechanical properties of SLM-formed pure tungsten specimens have been discussed. The main conclusions are as follows:
(1) Pure tungsten samples with high relative density (97.79%), high compressive strength (1100 MPa) and high microhardness ((426.78±5) HV) were obtained by optimizing the SLM process parameters. The compression fracture was observed by SEM and found to have obvious river pattern, showing typical brittle fracture characteristics.
(2) The formation mechanism of tungsten defects in SLM molding was investigated, and the formation of pores was mainly related to the Marangoni effect due to the gas instability in the molding environment cavity and the spheroidization phenomenon during the preparation process; the generation of microcracks was mainly attributed to the large and unstable thermal contraction force generated in the SLM molding process.
(3) The SLM-formed pure tungsten grains are elongated, and the long axis of the grains is perpendicular to the load direction which is more conducive to absorbing and dispersing the load, which leads to the SLM-formed tungsten showing obvious anisotropy in mechanical properties.
reference:(c)1994-2023 china Academic Journal Electronic publishing House. All rights reserved. http://www.cnki.net
Stardust Technology adopts RF plasma process to prepare spherical tungsten powder, and realizes the breakthrough of core performance through precise process control. The purity of the product reaches over 99.95%, the oxygen content is stable below 200ppm, the sphericity is >0.95, and it has excellent fluidity and vibration density. Based on self-developed plasma spheronization technology, while ensuring the uniformity of particle size distribution, it can be customized to 0-150μm specifications to meet the needs of precision manufacturing.
At present, the material has been successfully applied to tungsten alloy grating components for CT equipment in the medical field, high-precision molds for industrial 3D printing, and mature solutions have been formed in scenarios such as packaging of electronic devices and high-temperature-resistant parts for aerospace. Relying on the whole process of intelligent production line, the company to achieve a stable supply of production capacity, through the ISO 13485 medical device quality management system certification, can provide customers with material performance verification, application adaptation and other technical support. Welcome to obtain detailed technical parameters and customized solutions through the professional service hotline (Cathie Zheng +86 13318326187).
News
Stardust Technology (Guangdong) Co., Ltd.

101, Building 1, Liandong Youzhi Zone, Senshuji Road, Nansha Community, Danzao Town, Nanhai District, Foshan City,Guangdong Pro.,China
Tel:13318326187
13378621675
QR code