 Co., Ltd.")
Preparation and application of W-Nb alloy powder for additive manufacturing
Release time:
2025-05-21
As an important refractory metallic material, tungsten has important applications in many fields due to its high melting point, high thermal conductivity, low vapor pressure, and resistance to irradiation damage, and it is considered to be one of the most promising candidates for fusion reactors [1-7]. However, the problems of low-temperature brittleness, recrystallization brittleness, irradiation brittleness, and poor high-temperature mechanical properties of pure tungsten materials have limited their applications in many fields. Solid solution strengthening, oxide dispersion strengthening, and fine grain strengthening are usually used to modulate the properties of tungsten [3-4]. Studies have shown that the addition of niobium to tungsten can effectively improve the room and high temperature mechanical properties of tungsten through solid solution strengthening [8-9], and the doping of niobium also has an important effect on the hydrogen isotope behavior of tungsten [10-11], so W-Nb alloys have a certain potential for application in the nuclear industry. Conventional W-Nb alloys are mostly prepared by powder metallurgy methods, combined with subsequent processes such as hot working and welding. Additive manufacturing technology (also known as 3D printing technology) is a process of manufacturing objects in a layer-by-layer superimposed manner, applicable to the direct forming of complex metal structures, providing a new way for the forming of complex components of tungsten-based materials [12-13], which can solve the problems of the traditional powder metallurgy process of a long process and difficult to form complex structures. One of the powder bed type additive manufacturing process is to spread the metal powder on the plane, forming a layer of powder with a thickness of 20~100μm, and then selective melting according to the three-dimensional structure of the cut layer information, layer by layer cumulative molding, the excess powder will be recycled and reused [14]. The chemical composition, particle size distribution, fluidity, bulk/vibrational density, and morphology of the powder will affect the quality of the final molded sample. The requirements of powder bed type additive manufacturing process for powder mainly include the following aspects: 1) the powder has good fluidity, spreadability to meet the single-layer powder spreading process; 2) the powder has good uniformity, stability, to ensure the consistency of each layer of powder; 3) the powder performance is stable and reusable after multiple uses. In general, spherical pre-alloyed powder is the best choice for powder bed type additive manufacturing technology [15]. Conventional preparation methods mainly include gas atomization (GA) and plasma rotating electrode method (PREP). However, due to the high melting point of tungsten-based materials, the preparation of pre-alloyed powder is difficult. Ball milling method is the process of mixing or alloying materials under the action of mechanical force, and the preparation process is simple, low cost and widely applicable. Therefore, in this paper, W-Nb composite powder for additive manufacturing was prepared by mechanical ball milling with spherical tungsten powder and nano niobium powder as raw materials, and the adaptability of the powder was verified by using powder-bed-type electron beam additive manufacturing (SEBM) technology.
1 Experiment
1.1 Powder preparation
Spherical tungsten powder (Fig. 1(a)) with a particle size of 15~45 μm and niobium powder (Fig. 1(b)) with a particle size of <150 nm were used as raw materials, in which the content of niobium powder was 3.5% (mass fraction). A planetary ball mill was used to mechanically ball mill the two powders, the ball milling jars and grinding balls were made of Al2O3, the diameter of the grinding balls was 5 mm, the ball-to-feed ratio was 10:1, and the rotational speed of the planetary ball mill was 400 r-min-1, with a pause of 15 min every 45 min in order to prevent the ball milling temperature from being too high for a long period of time.In order to ensure that the nano-powders were fully dispersed, anhydrous ethanol was used as the dispersing medium. Anhydrous ethanol was used as the dispersing medium to ensure the adequate dispersion of the nanopowders, the ball milling speed was 400 r-min-1, and the ball milling time was 8, 15, 24 and 36 h. The corresponding samples were named as W-Nb-8 h, W-Nb-15 h, W-Nb-24 h and W-Nb-36 h. The composite powders after ball milling were vacuum dried to remove the anhydrous ethanol.
1.2 SEBM molding
The ball-milled W-Nb composite powder was used as the raw material, and the size of 10mm×10mm×5mm samples were formed using the S2 powder bed type electron beam additive manufacturing equipment of Xi'an Sailon Metal Materials Co.
5mm samples. The thickness of the powder layer was 50 μm, and the thickness of the electron beam scanning layer was 50 μm.
50 μm, the electron beam scanning current was 9 mA, and the scanning speed was 300 mm-s-1. The phase compositions of the powder and the formed samples were analyzed by a D8Advance X-ray diffractometer (XRD) with a scanning speed of 2(°)-min-1. The samples were sanded and polished, and then the samples were processed by the AxiovertA1StemManufacturing System. AxiovertA1Stemi2000 metallurgical microscope (OM) and JMS-6460 scanning electron microscope (SEM) to analyze the compositional distribution of the formed specimens. The tissue characteristics and grain size of the alloys were analyzed using a TESCANMIRA3 scanning electron microscope equipped with an electron backscatter diffraction (EBSD) probe. The hardness of the alloy was measured using a MVS-1000JMT2 Vickers hardness tester with a test force of 0.49N and a holding time of 10s.
2 Results and Discussion
2.1 Influence of ball milling time on powder properties
Figure 2 shows the XRD patterns of W-Nb composite powder under different ball milling times, which shows that tungsten and niobium phases exist in the W-Nb composite powder at the same time, and there is no complete solid-solution reaction between tungsten and niobium elements. The diffraction peak of tungsten gradually broadens with the prolongation of ball milling time, meanwhile, when the ball milling time reaches 36h, the diffraction peak begins to shift to a high angle. Because of the low content of niobium, its diffraction peaks do not change significantly with the ball milling time.

According to the Williamson-Hall equation: βcosθ=Kλ/D+4εsinθ (where θ,K, λ,D, ε and β are the Bragg angle, constant, X-ray wavelength, grain size, microstrain and half-height width, respectively), it can be seen that the broadening of the diffraction peaks is mainly due to the grain size becoming smaller or the microstrain increasing. Due to the violent impact of the ball on the powder during the ball milling process, microdeformation occurs on the surface of the powder, and the microdeformation accumulates to a certain extent, and the internal grains begin to refine. At the same time, according to the Bragg equation: 2dsinθ=nλ (where d is the grain spacing and n is the number of reflection levels), it can be inferred that after a long time of ball milling, the niobium (0.208 nm) element with a larger atomic radius began to be partially solid-solved into the tungsten (0.137 nm) matrix, which led to the rightward shift of the diffraction peak.
Figure 3 shows the particle size distribution and sphericity and symmetry of the powder with different ball milling time, it can be seen that the ball milling has little effect on the overall distribution of particle size, and the powder is still distributed in a single-peak pattern. However, the effect of ball milling on the sphericity and symmetry of the powder is more obvious, with the increase of ball milling time, the sphericity and symmetry of the powder decreases, and a significant decrease in ball milling time is 24h, and then tends to stabilize.
Combined with different ball milling time W-Nb composite powder surface morphology (Figure 4), it can be seen that the ball milling time of 8h, by the nano-powder particles are smaller, the surface energy is larger, and there is still a more obvious adsorption agglomeration phenomenon between the powders; when the ball milling time of 15h, the spherical tungsten powder did not undergo significant changes, the nano niobium powder is fully dispersed, and uniformly distributed on the surface of the ball milled tungsten powder; to continue to increase ball milling time of tungsten powder surface When the ball milling time reaches 36h, the ball-shaped tungsten powder is severely damaged.
Mechanical ball milling process is mainly for the grinding ball and grinding ball between the intense friction and high-speed collision, so that the powder particles between the grinding ball is cyclic impact, shear, compression. The two elements used in this paper are a micron-sized brittle tungsten powder and a nanometer-sized plastic niobium powder. So the process of ball milling of the two showed obvious different scales, different characteristics of the two mixed powder ball milling, brittle powder and plastic powder showed different characteristics change. With the increase of ball milling time, the change process of plastic/brittle two kinds of powder is shown in Figure 5.

The pristine niobium nanopowder agglomerates to form large particles by electrostatic adsorption on the surface (Fig. 1). In short time ball milling, the powder is still in the agglomeration state, lengthening the ball milling time, the agglomerated powder is dispersed under the effect of impact force, at the same time, the added dispersant can be adsorbed on the surface of the powder, which can play a role in reducing the role of surface activity and weakening the ability of the powder to aggregate into a group, so that niobium nanopowder is dispersed and adsorbed on the surface of the ball shaped tungsten powder to form the encapsulation type of composite powders. When the grinding time is continuously increased, the violent impact deforms the plastic niobium powder, and the metal powders are curled and refined, and then occlude each other and cold welded, resulting in flat metal powder particles. Tungsten as a brittle element, in the continuous impact, the deformation accumulated to a certain extent, the powder surface broken into irregular shapes, in the process there is no cold welding occurs, at the same time, the niobium element began to solid solution.
Therefore, through the process adjustment to achieve a balance, so that the plastic niobium powder uniformly adsorbed on the surface of the spherical tungsten powder and the powder between each other does not send obvious cold welding, at the same time, the brittle tungsten powder does not break, the powder morphology for the spherical degree of good wrap-around type structure, the most suitable for the additive manufacturing process.
2.2 SEBM molding
Combined with the above analysis, the comprehensive performance of W-Nb composite powder is best after ball milling for 15h. The SEBM technology was used to verify the formability of the powder, and the results show that the powder has good flow spreadability and meets the requirements of the forming process. Figure 6 shows the morphology of W-Nb alloy powder after different reuse times, which shows that the adsorption strength between niobium nanopowder and spherical tungsten powder can avoid the agglomeration and delamination of powder with different densities during the powder spreading process. After 3 times of recycling, the powder still maintains the adsorption state (Fig. 6(c)), and the fluidity and uniformity still meet the requirements of the molding process.
W-Nb binary alloy is an infinite solid solution alloy system, niobium and tungsten have the same body-centered cubic (bcc) structure, the traditional W-Nb alloy is prepared by powder metallurgy, the increase of niobium content can improve the ability of diffusion densification, and the two achieve densification by mutual diffusion, usually forming a diffusion layer at the interface, and a niobium-rich second phase will be formed at the grain boundary [11, 16]. Figure 7 shows the XRD pattern of W-Nb alloy fabricated by powder bed electron beam additive manufacturing, it can be seen that only the diffraction peak of tungsten exists in the alloy, which is mainly due to the interaction of the electron beam and powder into the formation of a fine melt pool, the melt pool cooling speed is very fast, in a short period of time niobium and tungsten elements form a single bcc tungsten solid solution.
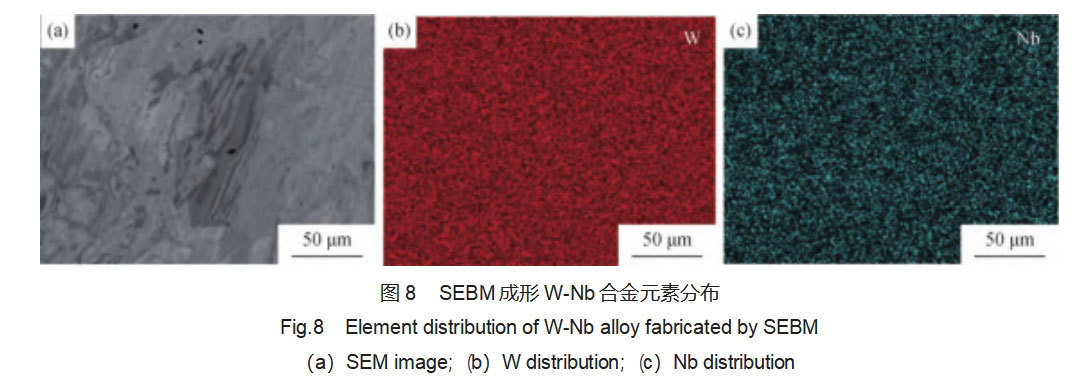
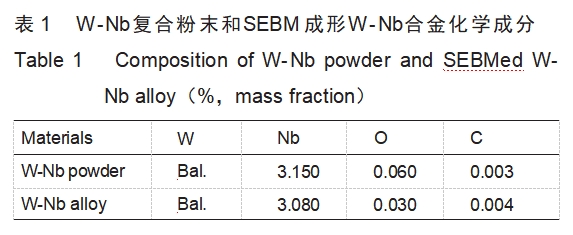
Figure 8 shows the elemental distribution inside the W-Nb alloy, because the niobium-rich second phase was not generated in the alloy by ignoring the mutual diffusion between the two elements. Table 1 shows the chemical compositions of W-Nb alloys fabricated by powder feedstock and powder-bed electron beam additive manufacturing, and it can be seen that the content of O and Nb elements of the formed samples slightly decreased, mainly due to the niobium nanopowder adsorption of a certain amount of oxygen, and a small amount of adsorbed oxygen was removed under the high-temperature environment of the powder-bed electron beam forming, and at the same time, there was a small amount of volatile evaporation of the Nb elements inside the high-temperature melting pool.
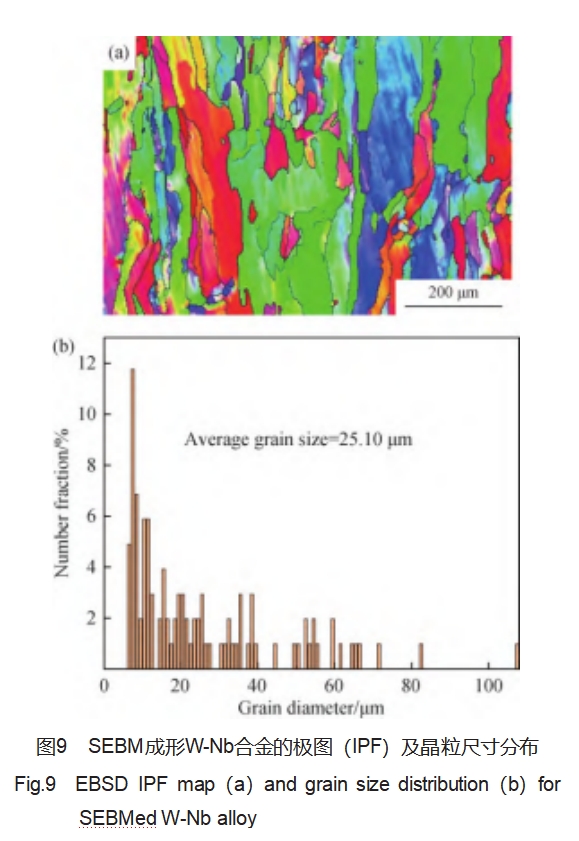
Figure 9(a) shows the micro-morphology of SEBM-formed W-Nb alloy, which shows that the alloy forms a typical columnar crystal organization along the forming direction. Additive manufacturing is a line-by-line, layer-by-layer cumulative growth process, and there exists significant heat conduction along the scan line and forming direction. Therefore, the crystals can not realize free growth, mostly forced growth, that is, the first nucleation on the substrate, at this time, the crystal orientation is random, in the process of layer-by-layer accumulation, part of the grain orientation and the direction of heat transfer and parallel to the direction of the grain will be rapid along the molding direction of epitaxial growth to form columnar crystals. The average size of the grains is 25.10 μm, and the grain distribution is shown in Fig. 9(b). Due to the formation of a continuous solid solution between tungsten and niobium elements, because the atomic size and elasticity of niobium differ greatly from that of tungsten, the crystal structure of tungsten can be adjusted by solid solution, which enhances the atomic bonding force and lattice aberration, and increases the resistance of dislocation slip, thus improving the strength of tungsten-based alloys.

3 Conclusion
1. The niobium nanopowder can be uniformly dispersed and adsorbed on the surface of micron-sized spherical tungsten powder by mechanical ball milling to form an encapsulated composite powder. By analyzing the powder morphology, particle size distribution, sphericity, and internal plastic deformation, the optimal ball milling process is derived to obtain W-Nb composite powder suitable for additive manufacturing process.
2. With the growth of ball milling time, the composite powder mainly undergoes the following changes: 1) the morphology of spherical tungsten powder remains unchanged, and obvious agglomeration occurs between nano niobium powders; 2) the morphology of spherical tungsten powder remains unchanged, and nano niobium powders are sufficiently dispersed and adsorbed on the surface of spherical tungsten powder; 3) a certain degree of cold welding occurs between niobium powders adsorbed on the surface of spherical tungsten powder and a small amount of surface damage of spherical tungsten powder begins to appear; 4) niobium occurs a certain degree of solid solubilization in tungsten, but the surface of spherical tungsten powder is not solidly dissolved. solid solution, but a large number of breakage of spherical tungsten powder.
3. The adaptability of composite powder molding was verified by SEBM technology. The composite powder spreads uniformly and stably, the composition of the molded sample is uniform, and there is no obvious niobium enrichment at the grain boundary.
Reference:Chinese Figure Classification Number:TG146.4+11 Literature Identification Code:A Article Number:0258-7076(2023)10-1453-07
The spherical W-Nb alloy powder prepared by Stardust Technology using RF plasma spheronization technology has high purity (≥99.9%), low oxygen content (≤500ppm) and excellent sphericity (sphericity ≥95%) with uniform particle size distribution. The process avoids the defects of the traditional mechanical method, with smooth particle surface and good flowability (Hall flow rate ≤15s/50g). Due to the high melting point of W-Nb (>3000°C) and the dense structure conferred by the plasma process, the powder is particularly suitable for high-temperature components, shielding materials for the nuclear industry, spacecraft counterweights and additive manufacturing. The homogeneity of its composition ensures stable performance of sintered parts, and the synergistic advantages of the high thermal conductivity of tungsten and the toughness of niobium can also be utilized in heat sink materials for electronic packaging. Manager Cathie Zheng +86 13318326187.

News
Stardust Technology (Guangdong) Co., Ltd.

101, Building 1, Liandong Youzhi Zone, Senshuji Road, Nansha Community, Danzao Town, Nanhai District, Foshan City,Guangdong Pro.,China
Tel:13318326187
13378621675
QR code