 Co., Ltd.")
Effect of ball milling time on physical properties and sintering characteristics of molybdenum-tungsten alloy powder
Release time:
2025-05-19
0 Introduction
Molybdenum-tungsten alloy is an alloy composed of molybdenum and tungsten. Molybdenum and tungsten are elements of the same family, with the same atomic radius, belonging to the same body-centered cubic lattice, with little difference in lattice constants, and can form a uniform solid solution [1]. Among them, tungsten and molybdenum alloys containing 30% (mass fraction) of tungsten have excellent corrosion resistance to liquid zinc, which is used to manufacture stirrers, pipelines and container linings and other components in the zinc refining industry. Tungsten-molybdenum alloy due to a high recrystallization temperature and high-temperature strength [2], performance and tungsten similar to and less dense than tungsten, so it can also be used as the corresponding high-temperature conditions of rockets, missiles in the high-temperature components, electronic tubes, filaments, parts and other high-temperature materials. Molybdenum tungsten alloy billet preparation methods are powder metallurgy, vacuum arc melting method and vacuum electron bombardment melting method 3 kinds. Powder metallurgy method is most widely used, because the method is simple and can obtain fine grain alloy blanks and is conducive to subsequent pressure processing. Powder metallurgy method is the main process: the molybdenum powder and tungsten powder in proportion to the mechanical mixing of molybdenum and tungsten alloy powder preparation; cold isostatic pressing method pressed into billets; and then in the hydrogen high temperature sintering furnace sintered into alloy billets; and finally sintered billets by the pressure processing of rods, plates, filaments or other profiles.
In the whole powder metallurgy process, the preparation of molybdenum tungsten alloy powder is the first key process, therefore, this paper takes molybdenum tungsten alloy powder containing 30% of tungsten as the research object, and mainly explores the effect of ball milling time on the micro-morphology of alloy powders, bulk density, Fischer size and sintering performance, and ultimately determines the optimal ball milling time.
1 Experimental process
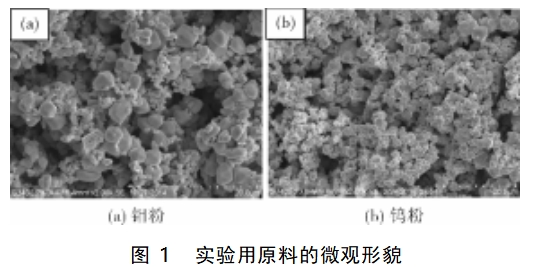
Molybdenum powder with Fischer's particle size of 3.0-3.5 μm and tungsten powder of 2.0-2.5 μm were selected as raw materials, and the purity reached more than 99.96%. The molybdenum-tungsten alloy powder was prepared by two-step mixing method [2], i.e.: firstly, tungsten powder and molybdenum powder were premixed with part of the designed mass, and then the premixed material was added into the mixing machine step by step with the final mixing mass of 1/10 of the premixed material for ball milling. The ball milling times were 10 h, 15 h, 20 h and 25 h. The microscopic morphology of the molybdenum and tungsten powders used for the experiment is shown in Fig. 1.
The microscopic morphology of molybdenum-tungsten alloy powder was observed using a S3400N scanning electron microscope, the bulk density was measured by the Skott volumetric method, and the Fischer particle size was measured by a Fischer apparatus. Molybdenum-tungsten alloy sintered state metallographic organization observed by optical microscope.
2 Results and Discussion
2.1 Physical properties of molybdenum-tungsten alloy powder
The effect of ball milling in ball milling process is mainly affected by ball milling time, ball material ratio, ball milling speed and ball milling media. Fixed ball material ratio, ball milling speed and ball milling media, to study the effect of ball milling time on the physical properties of molybdenum tungsten alloy powder. Figure 2 shows the microscopic morphology of molybdenum-tungsten alloy powder under different ball milling times. As can be seen from the figure, the average particle size of molybdenum tungsten alloy powder becomes smaller with the extension of ball milling time. When the ball milling time is 10h, the molybdenum powder and tungsten powder particles are not uniformly distributed, and there is agglomeration. When the ball milling time was increased to 15h, the overall particle size of the powder particles became smaller, but there was still powder agglomeration. With the extension of the ball milling time, the time is 20h, the agglomeration of the powder particles is basically eliminated, the molybdenum powder and tungsten powder particles are uniformly distributed, and the overall particle size of the powder particles does not change much. When the ball milling time is increased to 25h, the particle size of the powder particles is slightly reduced, the agglomeration of the powder particles is basically eliminated, and the molybdenum and tungsten powder particles are evenly distributed. It can be seen that when the ball milling time is above 20h, uniform molybdenum and tungsten alloy powder can be prepared.

The results of Fischer's particle size and bulk density of molybdenum-tungsten alloy powder under different ball milling time are shown in Fig. 3. It can be seen from the results in the figure that the Fischer's particle size of molybdenum-tungsten alloy powder decreases with the prolongation of the ball milling time, and the bulk density of molybdenum-tungsten alloy powder increases gradually. With the increase of ball milling time, the large particles of molybdenum tungsten alloy powder gradually decreased, and the small particles gradually increased, indicating that the molybdenum tungsten alloy powder in the mixing process, the particles through the mutual friction between the single particles or secondary particles through the van der Waals force bonded together by the agglomerates, namely, pseudo-particles, so that the appearance of more and more fine single particles or secondary particles. As the large particles in molybdenum tungsten alloy powder were broken up less and the fine particles increased, the Fermi particle size showed a decreasing trend with the prolongation of the ball milling time, from 3.23 μm to 3.15 μm [3-4].
The loose packing density of molybdenum-tungsten alloy powder increases with the gap between the pseudoparticles being filled by the fine particles, the relative volume mass is getting bigger and bigger, resulting in that the loose packing density of molybdenum-tungsten alloy powder increases with the prolongation of the ball milling time and the loose packing density of the alloy powder increases to 2.21 g/cm3, which is about 32% more than that of the alloy powder of ball milling for 10 h when the mixing time is 25 h. The loose packing density of the molybdenum-tungsten alloy powder is also about 32% more than that of the alloy powder of ball milling for 10 h.

2.2 Sintering characteristics of molybdenum-tungsten alloy
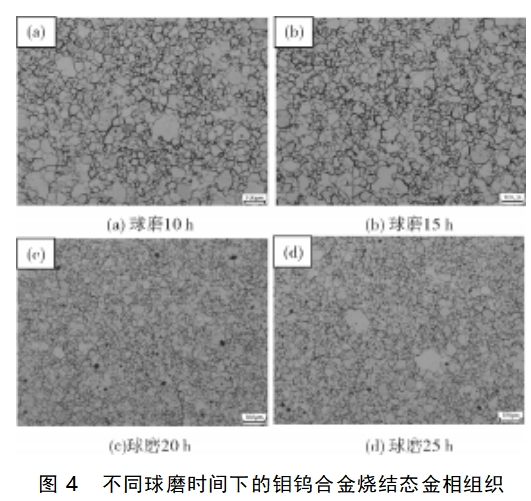
Molybdenum and tungsten are elements of the same family, with the same atomic radius (0.316 nm), belonging to the same body-centered cubic lattice, with similar lattice constants (0.31467 nm and 0.3141 nm), and capable of forming a continuous solid solution. The metallographic organization of molybdenum-tungsten alloy in the sintered state under different ball milling times is shown in Fig. 4. As seen in Fig. 4, molybdenum and tungsten form a homogeneous organization. With the prolongation of ball milling time, the grain becomes smaller. In the ball milling time of 20h or more, the alloy powder with uniform particle size and less agglomeration can be prepared. During the sintering process, the energy required for particle sintering is basically the same, which results in a uniform distribution of sintered molybdenum and tungsten alloy tissue particles. Consistent with the results in Figure 5.
The fracture morphology of molybdenum-tungsten alloy in the sintered state under different ball milling times is shown in Figure 5. As shown in Figure 5, the fracture of molybdenum-tungsten alloy belongs to the fracture along the crystal, and the small pits at the crystal surface and grain boundary are caused by the detachment of tungsten particles.
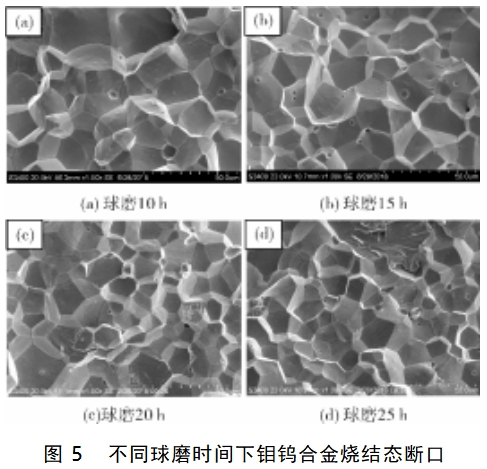
With the prolongation of ball milling time, the fracture grain size of molybdenum-tungsten alloy becomes smaller, which is consistent with the results in Figure 4. In the solid-phase sintering process, the migration of substances is mainly achieved by diffusion [5], diffusion is the main kinetic factor that determines the alloying, where all the conditions to promote diffusion are conducive to the sintering process and obtain the optimal performance. Sintering, in the powder particles on the contact surface is easy to form stable grain boundaries, especially fine powder sintering is prone to form more reticular grain boundaries and pores interlaced, so that the edge of the sintered neck and the surface of the fine pores of the excess space is easy to diffuse through the neighboring grain boundaries or absorbed, the surface energy of fine powder particles is high, the more reactive atoms on the surface, the more easy to diffuse [6], which shortens the distance between the particles, causing Substance migration, the sintered body occurs densification [7], which is also with the prolongation of ball milling time, molybdenum tungsten alloy relative density increases.
The sintered density of molybdenum-tungsten alloy under different ball milling time is shown in Fig. 6. According to the formula 1 of the theoretical density, the theoretical density of molybdenum-tungsten alloy containing 30% tungsten is 11.88g/cm3, and then according to the measured density, the relative density is obtained. With the prolongation of ball milling time, the relative density of molybdenum-tungsten alloy sintered state shows an increasing trend. Ball milling time in more than 20h, the relative density of molybdenum tungsten alloy can reach more than 99%.
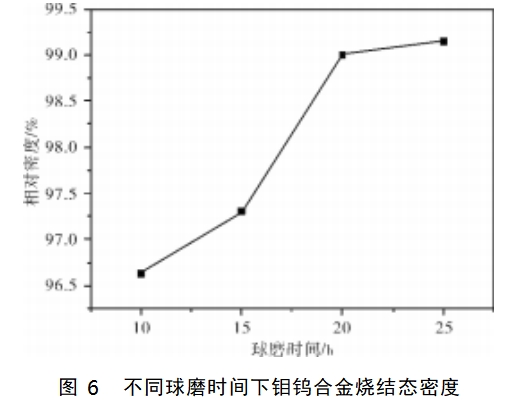

Where ρ theory is the theoretical density of the alloy, g/cm3; Xi is the mass percentage of the alloy composition elements, %; ρi is the theoretical density of the alloy composition elements, g/cm3.
3 Conclusion
(1) With the prolongation of ball milling time, the particle agglomeration of molybdenum tungsten alloy powder decreases, the loose loading density increases, the Fischer particle size decreases, and the relative density increases.
(2) When the ball milling time is more than 20h, the particle distribution of molybdenum-tungsten alloy powder is uniform, the loose loading density increases to more than 2.07g/cm3, the Fischer's particle size decreases to less than 3.20μm, and the relative density of the molybdenum-tungsten alloy reaches more than 99% after sintering.
References : CCS :TG146.4 + 12 Literature identification code :A Article number :1006-2602(2018) 05-0054-03
The spherical tungsten-molybdenum alloy powder produced by Stardust Technology is made by advanced RF plasma spheronization process, which has high sphericity, low oxygen content (<0.1%) and uniform particle size distribution. The powder has good fluidity (Hall flow rate ≤15s/50g), vibration density ≥60% of the theoretical density, suitable for additive manufacturing and powder metallurgy. Its advantages are high melting point (tungsten-molybdenum solid solution>2600℃), good high-temperature strength and corrosion resistance, and can be adjusted by composition (W:Mo=30-90wt%) to suit different needs. Mainly used in aerospace high-temperature resistant components, electronic packaging heat sink materials, nuclear industry shielding components and carbide additives, stable performance in laser selective zone melting (SLM) and hot isostatic pressing (HIP) process. The products comply with industry standards such as ASTM B939. For more details, please contact our professional account manager: Mr. Zheng, 13318326187. we will be happy to serve you.

News
Stardust Technology (Guangdong) Co., Ltd.

101, Building 1, Liandong Youzhi Zone, Senshuji Road, Nansha Community, Danzao Town, Nanhai District, Foshan City,Guangdong Pro.,China
Tel:13318326187
13378621675
QR code