 Co., Ltd.")
Cause Analysis of Cracks in Niobium Alloy Electron Beam Welds of Thrust Chamber Head
Release time:
2025-05-13
Abstract: The welds of the Nb521 alloy transition connection ring and the nozzle body cracked and leaked during the vibration test after the hot test. The mechanism of the welding cracks was analyzed by macroscopic, scanning electron microscope fracture analysis, energy spectrum and XRD analysis. It was found that the nature of the weld cracks belonged to welding hot cracks. The root cause of the cracks was that the niobium alloy coating of the body and the brazing material of the connection ring contained harmful elements such as Si that could produce low melting point eutectic with Nb521 alloy, which were not effectively removed during the pretreatment before welding. According to the results of the cracking mechanism analysis, improvement measures were proposed to finally achieve the control of welding cracks.
1 Introduction
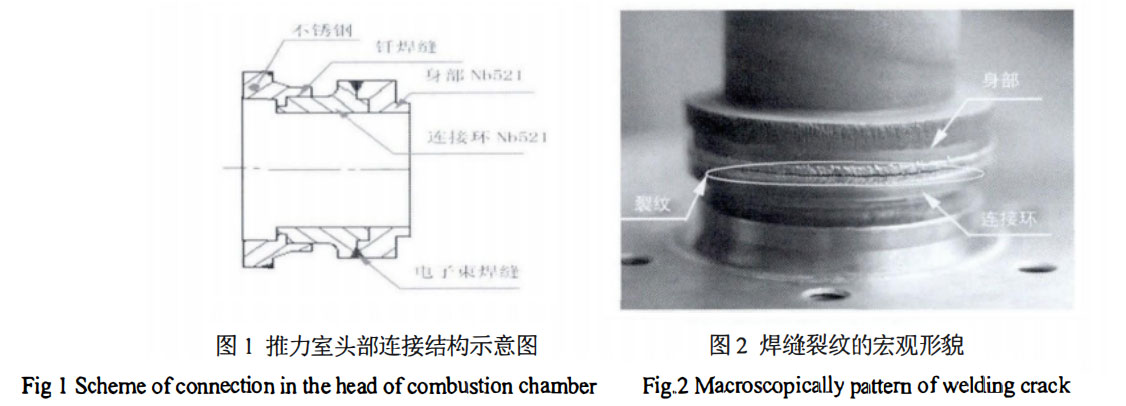
The material of the thrust chamber nozzle body of a certain model of thrust chamber engine of our institute is Nb521 alloy. The connection of the stainless steel injector head is to first weld the stainless steel and Nb521 alloy together by brazing technology to form a stainless steel/Nb521 alloy transition connection ring, and then connect the connection ring with the stainless steel head and the nozzle body by electron beam welding to complete the assembly of the engine. The structure is shown in Figure 1.
The brazing filler metal used is BNi-2. The composition of Nb521 alloy (Table 1), the composition of BNi-2 brazing filler metal (Table 2), and the surface of the nozzle body has a coating containing elements such as O, Si, Cr, Nb, and Hf.
The surface treatment of the parts before the electron beam welding connection of the Nb521 alloy transition connection ring and the nozzle body is as follows: the nozzle body and the Nb521 alloy transition connection ring are both turned and pickled before product welding.
After welding, it passed the 3MPa hydraulic strength test and 2MPa helium test; then it successfully passed the hot test assessment; then it was subjected to the identification level mechanical environment test; after the test, it was found that there was a longitudinal crack of about 2cm in length at the electron beam weld between the connecting ring and the body, and the 3MPa hydraulic strength retest was immediately carried out, and the weld crack leaked.
This paper analyzes the mechanism of crack generation, determines the nature of the crack, finds out the root cause of weld cracking, and controls the weld crack by adjusting the process before welding.
2 Test methods and results
2.1 Macroscopic observation of weld cracks
It was observed that the leaking part had a longitudinal crack parallel to the weld and located in the center of the weld, as shown in Figure 2.
2.2 Scanning electron microscope observation and XRD (X-ray diffraction) analysis of crack fracture
2.2.1 Scanning electron microscope observation of crack fracture
Open the welding seam between the connecting ring and the body along the crack in the center of the welding seam,
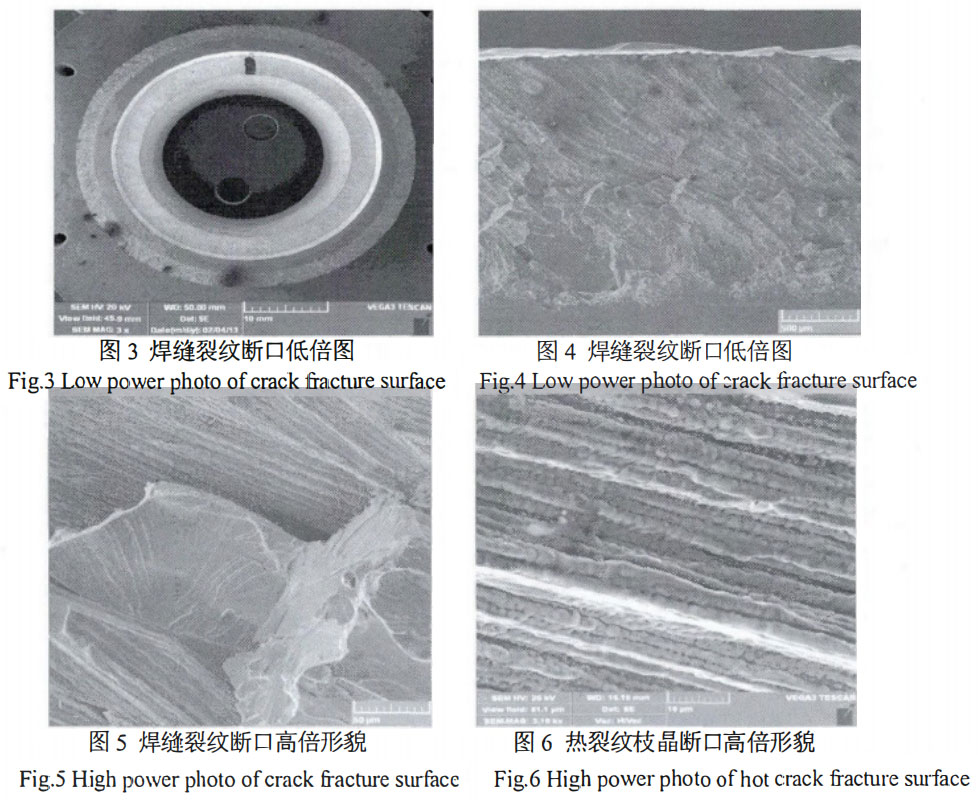
The 12-circle fracture is clearly divided into two layers, the outer circle is dark gray with a depth of about 1mm; the inner circle is a small facet with metallic luster, and the rest of the fractures are small facets with metallic luster, see Figure 3.
The crack fracture of the weld was observed by scanning electron microscope. It can be seen that the fracture is divided into two parts: the crack free surface fracture (the outer circle is dark gray) and the cleavage fracture after the crack extension (the inner circle is a small facet with metallic luster). The fracture morphology is shown in Figures 4 and 5. The crack fracture obviously has the characteristics of breaking along the dendrite. When this part is enlarged, the primary and secondary dendrites of the cellular dendrite have obvious protrusions (Figure 6), indicating that the temperature of crack formation is high. The rest of the fracture morphology is cleavage fracture. The crack fracture shows that the nature of the fracture is a solidification crack (i.e., thermal crack) formed during the crystallization process of the weld. The rest of the fracture is cleavage fracture, indicating that the weld plasticity and toughness are poor.
2.2.2 XRD (X-ray Diffraction) Analysis of Weld Crack Fracture
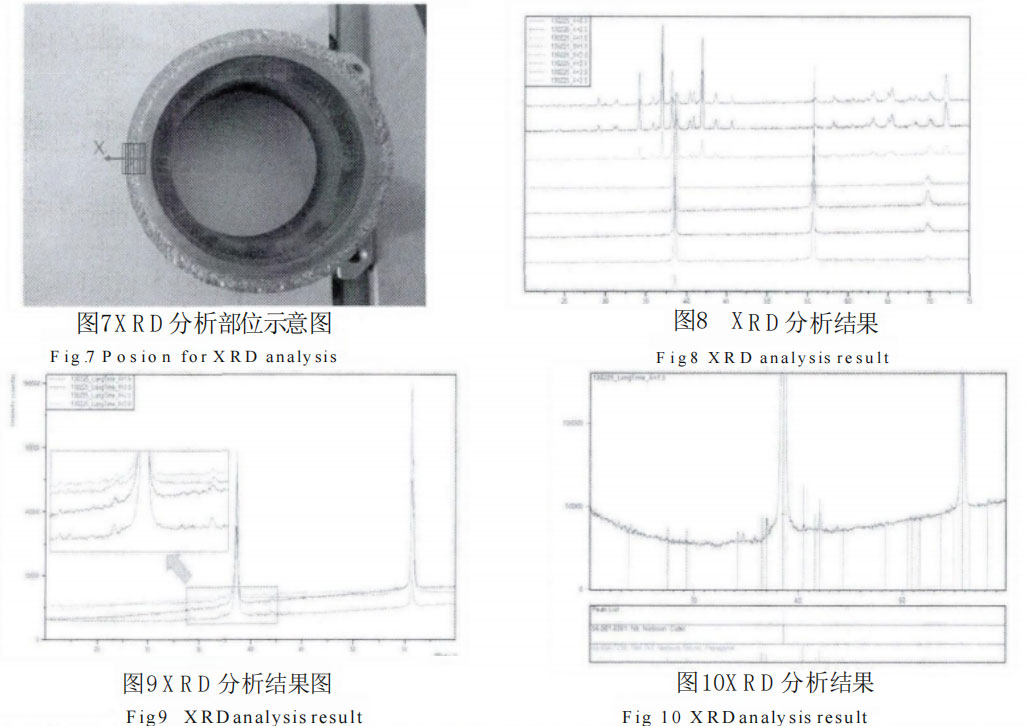
Use a small spot X-ray diffractometer to measure the weld crack fracture using a large grazing angle automatic divergence slit. The X-ray spot on the sample is fixed to 0.5mm in size. Use a five-axis sample stage and measure a spectrum every 0.5mm on the X axis. When X moves to the 3.5mm position, the intensity weakens, indicating that the X-ray has reached the outermost edge of the sample. For the X=1.5~3.0 position, extend the measurement time and measure again to improve the resolution and reveal the trace phase (Figure 8).
The spectrum measured for a long time shows that there are some weak peaks between 33°-45° at these X-axis positions (Figure 9). After phase identification, these weak peaks are located in the card of the hexagonal phase Nb₅Si₃ compound (Figure 10).
Scanning electron microscope observation of the crack fracture and XRD (X-ray diffraction) analysis show that this type of crack is a solidification crack formed during the crystallization process of the weld, and is mainly a low-melting eutectic of Nb₉Si₂ compounds.
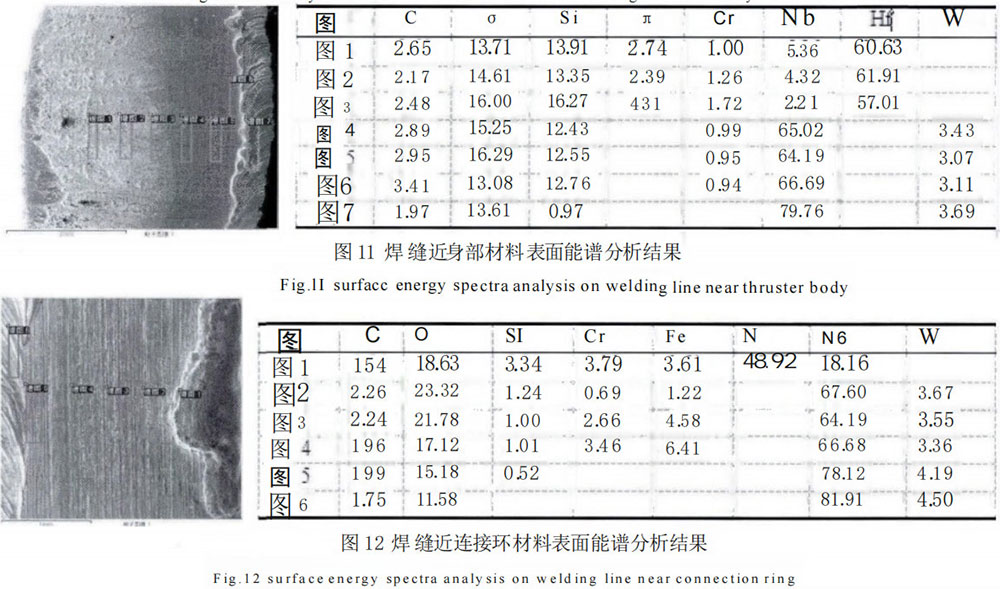
2.3 Energy spectrum analysis of the weld near the body and the weld near the connecting ring
In order to analyze the source of Si elements in the weld, the TESCAN scanning electron microscope with an Oxford energy spectrum spectrometer was used to perform energy spectrum analysis on the weld near the body and the weld near the connecting ring (Figures 11 and 12). The analysis results show that after turning, the body and the connecting ring still have elements of coating and brazing near the weld, and both contain Si.
3 Analysis and discussion of test results
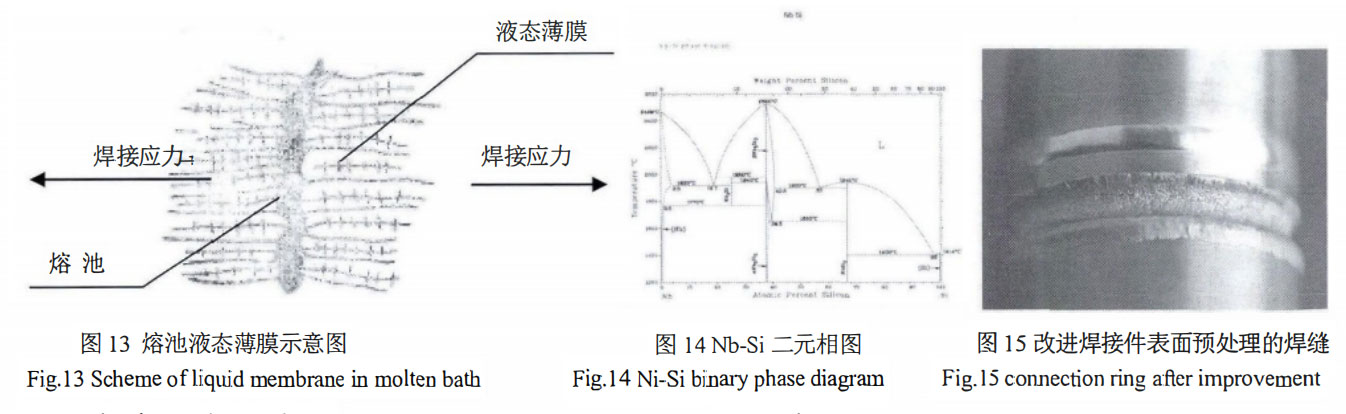
From the test results, it can be seen that the cracks in the weld exist after welding, and they expand in the subsequent hot test assessment and vibration test, and finally cause weld leakage. The longitudinal cracks near the weld surface are located on the weld surface along the weld center or the thick columnar grain boundary. They are solidification cracks generated in the process of transformation from liquid phase to solid phase. The reason for its formation is that during the solidification process of the weld, the metal components that crystallize first are relatively pure, and the concentration of impurities with low melting points in the liquid metal that crystallizes later gradually increases. The segregation of alloy elements and impurity elements promotes the formation of eutectics, which gather in the gaps between dendrites, between columnar crystals and in the center of the weld. Since the melting point of eutectics is low, when the basic metal of the molten pool has crystallized, these eutectics are still in liquid state, forming intercrystalline liquid films. Under certain tensile stress, it is very easy to cause cracking along the crystal of the weld. This kind of crack is generally called solidification crack or crystallization crack, as shown in Figure 13.
Electron beam welding has the advantages of high energy density and a weld joint with a large depth-to-width ratio and a narrow heat-affected zone under low welding energy. However, when the usual electron beam welding process specifications are adopted, due to the small weld metal molten pool, the narrow and deep weld formation, and the fast weld cooling rate, the weld columnar crystals are well developed and the crystallization direction is very strong. Generally, they grow from both sides of the molten pool to the center, which further aggravates the segregation of these harmful elements. Even if there are only a small amount of harmful elements in the weld, a liquid film will be generated in the last solidification part of the weld. Under the action of welding tensile stress, cracks will occur and form welding cracks.
The weld between the connecting ring and the nozzle body is an electron beam weld connection of Nb521 to Nb521. According to the welding performance of Nb521 alloy, low melting point eutectics are generally not generated in the weld during the welding process. However, the investigation shows that the body of the failed part is an old one. The elements contained in the coating will diffuse into the niobium alloy parent material during the sintering process. After analysis, the niobium alloy surface near the weld after turning still contains a high Si and a small amount of Cr elements. Another factor is that the stainless steel Nb521 alloy transition connection ring is brazed. The Fe, Cr, Si, and B elements contained in the BNi-2 brazing filler metal used are harmful low-melting impurities for the Nb521 alloy weld. During the brazing process, the surface of the Nb521 alloy ring to be welded will also be contaminated due to the flow and diffusion. These elements can form a series of low-melting eutectics with Nb. When they melt into the weld, they will increase the sensitivity of the weld to hot cracks. Energy spectrum analysis shows that the surface of the connection ring near the weld after turning also contains Si, Cr and other elements contained in the brazing filler metal. XRD analysis of the weld fracture also proves the presence of Nb₉Si₃ phase on the cross section of the weld. From the Nb-Si binary phase diagram in Figure 14, it can be seen that if there is a certain amount of Si in the weld pool, a low-melting-point eutectic of Nb and Nb₉Si₃ will be formed during welding, causing thermal cracking of the niobium alloy weld.
4 Improvement measures and effects
From the analysis and discussion of the above test results, it can be seen that the nature of the cracks in the weld between the connecting ring and the nozzle body belongs to welding thermal cracks. The fundamental reason for its occurrence is that the niobium alloy coating on the body and the connecting ring brazing material contain harmful elements such as Si that can produce low-melting-point eutectics with Nb521 alloy. These elements will diffuse into the niobium alloy base material and have a certain depth during the high-temperature process of coating sintering and connecting ring brazing, and the diffusion of Si elements is particularly obvious. During the turning process before welding, if the turning depth is not enough and these harmful elements are not completely removed, due to the solidification characteristics of the electron beam weld, even a small amount of harmful elements will cause elements such as Si in the weld to be segregated at the last solidified parts such as the coarse columnar grain boundaries and the weld center, forming low-melting eutectics, and finally generating thermal cracks under the action of welding stress and structural stress. However, we did not fully realize the importance of controlling these factors in the design of the electron beam welding connection between the Nb521 alloy transition connection ring and the nozzle body and the surface treatment of the welded parts before welding.
Based on the above analysis of the crack generation mechanism, we adopted a deeper turning process on the body and the connection ring surface before welding. According to the energy spectrum analysis, when the turning depth was 0.2mm below the original parent material surface and the end face turning amount was 0.1mm, the body and the connection ring surface had no elements other than the Nb521 alloy component. After pre-treating the body and the connecting ring surface according to this process, it was observed that no thermal cracks were generated in the welded product, as shown in Figure 15, and it finally passed the hot test assessment and product identification level mechanical environmental test smoothly.
5 Conclusions
(1) The weld of the Nb521 alloy transition connecting ring and the nozzle body cracked and leaked during the vibration test after the hot test. The cracks in the weld existed after welding, and expanded during the subsequent hot test assessment and vibration test, finally causing the weld to leak. The mechanism of welding cracks was analyzed by macroscopic, scanning electron microscope fracture analysis, energy spectrum and XRD analysis. It was concluded that the nature of weld cracks belongs to welding hot cracks. The fundamental reason for the cracks is that the niobium alloy coating on the body and the brazing material of the connecting ring contain harmful elements such as Si that can produce low-melting-point eutectics with Nb521 alloy. They were not effectively removed during the pretreatment before welding, causing Si and other elements to be segregated in the last solidified parts such as the center of the weld, forming low-melting-point eutectics of Nb and Nb₃Si₃, and finally generating hot cracks under the action of welding stress and structural stress;
(2) According to the results of the crack generation mechanism analysis, improvement measures were proposed to increase the amount of pre-welding turning on the body and connecting ring surface to finally achieve the control of welding cracks.
Paper citation information:
HEAT TREATMENT OF METALS
Vol.40 Supplement
October 2015
Niobium tungsten alloy Nb521 material has excellent room temperature and high temperature mechanical properties and the advantages of high melting point, low density, high strength at high temperature and good machinability.
The spherical Nb521 alloy powder produced by Stardust Technology is made by radio frequency plasma spheroidization process, which has the characteristics of high purity and low oxygen, high sphericity, smooth surface, no satellite, uniform particle size distribution, excellent flowability, high bulk density and high tap density.
Niobium tungsten alloy Nb521 is widely used in the manufacture of aerospace engines, weapon thrusters, rocket missile liquid bicomponent engines, nuclear reactors, submersibles, gas turbines, automobile engines, diesel engines, high temperature furnace heating belts, high temperature molds, high temperature fixtures, and high temperature crucibles.
http://en.stardusttech.cn/products/60.html
Business contact Vicky Zhang+86-13318326185

News
Stardust Technology (Guangdong) Co., Ltd.

101, Building 1, Liandong Youzhi Zone, Senshuji Road, Nansha Community, Danzao Town, Nanhai District, Foshan City,Guangdong Pro.,China
Tel:13318326187
13378621675
QR code