 Co., Ltd.")
Research on Processing of Laser Cladding Ta-W Alloy Coatings
Release time:
2024-12-31
1 Introduction
Accompanied by the development of aerospace technology, the quality and performance requirements for parts are also increasing. Vehicle parts often work in the high temperature and high speed airflow strong erosion of the environment, bear a very serious aerodynamic heating [1], which requires parts materials in order to meet the processing needs at the same time, but also has excellent high-temperature strength and resistance to ablation ability. Ordinary materials have been unable to meet the aerospace field of high-temperature performance requirements of the parts [2], with excellent high-temperature performance of the material is often due to poor plastic processing ability, and can not meet the needs of the actual use of parts. Refractory metals have high value in the aerospace field due to their high density, high melting point and good corrosion resistance, Ta-W alloy, as a kind of refractory alloy material, has a very high melting point and high temperature performance, and has received wide attention in foreign countries [3~5]. Domestic studies on Ta-W alloys have also been carried out, including systematic studies on Ta-W alloys with different W contents, which have obtained Ta-W alloys with excellent mechanical properties [6]; and the mechanical properties of Ta-W alloys with specific contents (e.g., Ta-10W) at high temperatures have been studied [7]. However, for Ta-W alloys with high W content, it is difficult to be used for the machining and fabrication of complex parts because of their high strength and hardness.
Laser cladding is an advanced surface coating technology in which the cladding material melts under the action of laser and fuses with the substrate surface phase to form a metallurgically bonded cladding layer, which can improve the performance of the part or locally endow it with properties that the substrate does not have [8]. Laser cladding mainly includes pre-coating method [9,10] and powder feeding method [11,12]. The progress of laser technology makes the laser cladding technology application fields expanding, laser due to high power density, high melting point material processing has an inherent advantage, laser cladding for solving the parts of high temperature service performance and processing performance of the contradiction between the parts provide a feasible way. At home and abroad there have been [13,14] to high-temperature metals or alloys as the processing object of laser cladding research. Refractory metals are difficult to be processed by laser cladding due to their extremely high melting point, high temperature oxidization, and uncontrollable powder particle scale, etc., which have not been reported in the laser cladding of Ta-W alloy coatings.
In this paper, to address the laser cladding problem between dissimilar refractory metals, Ta-W alloy coatings were prepared with Ta refractory metal Ta as the substrate by using pre-coating and coaxial powder feeding laser cladding methods, respectively, with Ta/W hybrid powder and pure W powder as the cladding materials, and the organization and hardness of the alloy coatings were analyzed.
2 Experimental materials and methods
Laser cladding experiments using Nd...YAG solid-state laser, using pure Ta plate as a substrate, before using the substrate grinding, and cleaned with acetone and anhydrous ethanol. Due to the refractory metal has a high temperature easy to oxidize the characteristics of the entire process in an inert gas filled with argon protective atmosphere box, the experimental powder delivery gas and the protective gas of the lens are also argon.
After the experiment, ZEISSEVO18SpecialEdition scanning electron microscope (SEM) and BRUKERNanoXFlashDetector5010 energy spectrometer (EDS) were used to analyze the microstructure and composition of the fused cladding layer, and the microhardness of the fused cladding layer was measured by HXD-1000B electronic microhardness tester with the load of 100g and the loading and holding time of 15s. 2.2.2.1 The fused cladding layer was analyzed by ZEISSEVO18SpecialEdition scanning electron microscope. The load was 100g, and the holding time was 15s.
2.1 Preset Coating
The preset coating method uses Ta and W mixed powder as the fusion cladding material, using an organic binder to prepare a homogeneous mixture of powder into a slurry, uniformly coated on the surface of the Ta plate, so that the thickness of the coating after drying is less than 1 mm. laser melting in the control of the laser power density so that the preset coating can be fully melted, a single-pass scanning to form the fusion cladding layer.
2.2 Coaxial powder feeding
The coaxial powder feeding method uses a single W powder as the coating material, and the powder size and morphology are shown in Figure 1. As can be seen from Figure 1, the average particle size of the powder is less than 2μm, and the shape is irregular. In order to ensure the smoothness of the powder conveying process, the powder was sieved before use and the water was fully evaporated in the drying box. In the experiment, the coaxial powder feeding method was adopted, and the laser beam reciprocated to form the cladding layer layer by layer. The laser power density was adjusted according to the feeding rate during the cladding process, so that the energy reaching the surface of the substrate could melt the substrate to form a molten pool.
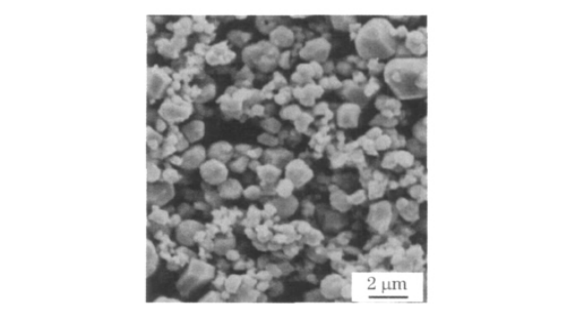
Fig. 1 Morphology of the pure W powder particles
3 Experimental results and discussion 3.1 Preset coating method
3.1.1 Microstructure of laser cladding layer
The cross-sectional direction morphology of the coating obtained after laser cladding by the preset coating method is shown in Figure 2, in which regions A and B are the parts of the fusion cladding layer, of which region B is the transition zone near the fusion boundary, and region C contains the heat-affected zone (HAZ) and the substrate. As can be seen from the figure, a fusion cladding layer with a thickness of about 300 μm was obtained by pre-coating laser cladding, with a relatively uniform coating thickness and a clear and straight fusion boundary with the substrate. The direction of the arrow in Fig. 2 is the EDS line scanning direction along the depth direction of the cross-section, and the scanning results are shown in Fig. 3; the area surrounded by the rectangular dashed boxes A, B, and C is the location of the EDS regional composition analysis, and the results are shown in Table 1. From the EDS spectra, it can be seen that the average mass fraction of W in the cladding layer prepared by laser cladding with preset coating method is about 20%, and the ratio of Ta/W inside the cladding layer is relatively homogeneous, with a slightly higher content of W near the bottom of the coating. From the W-Ta binary phase diagram, it can be seen that W and Ta can be completely dissolved in both liquid and solid state, and a continuous solid solution is generated, which indicates that under the action of the laser, the Ta/W mixed powder in the pre-positioned layer reacts to generate a Ta-W alloy solid solution. From the compositional distribution in the C region, it can be seen that there is almost no elemental diffusion between the fusion-coated layer and the substrate, and the dilution rate is extremely low.
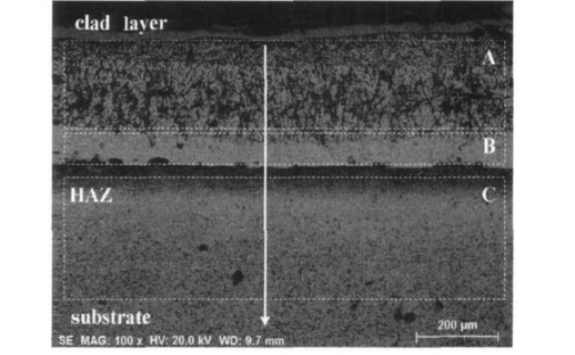
Fig. 2 Morphology of the clad layer through the cross-section b y pre-coating laser cladding method
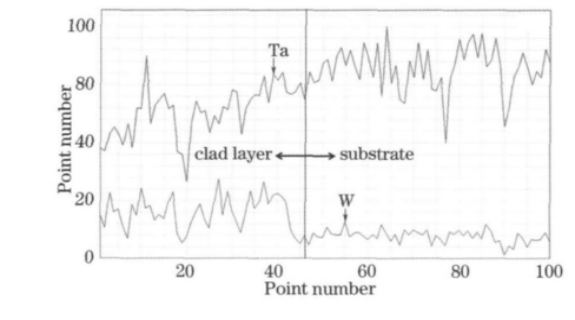
Fig. 3 EDS line scanning curve along the depth direction
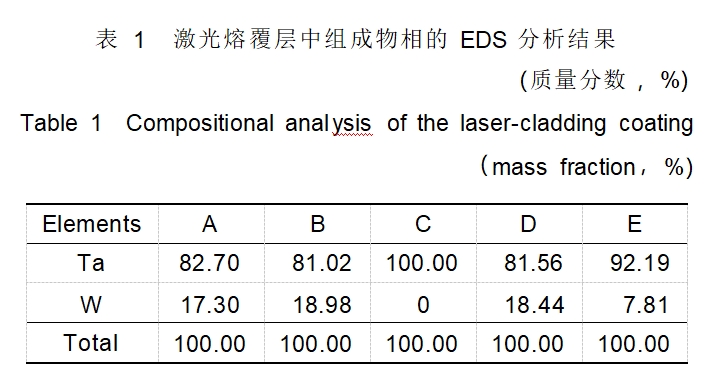
Fig. 4 shows the SEM microstructure photo of the cladding layer, which shows that the internal organization of the coating varies with the depth. This is because the organization morphology after solidification during the laser cladding process is mainly determined by the ratio of the temperature gradient and solidification rate in the molten pool [15]. After laser scanning, the Ta-W alloy molten pool begins to cool rapidly, the temperature gradient at its bottom is the largest, and the solidification rate tends to be close to 0. The ratio of the two is very high, and at this time, the growth of the solid-liquid interface is carried out in a planar manner, as shown in Fig. 4. With the increase in the distance between the bottom of the molten pool and the substrate, the temperature gradient and solidification speed ratio decreases rapidly, the flat interface loses its original stability, the grain front grows against the direction of the heat flow, forming a grayish-white columnar Ta-W solid solution organization perpendicular to the direction of solidification, and the composition of the composition of the organization is as shown in Table 1 in the D and E. In the middle of the molten cladding layer, the columnar solid solution organization gradually becomes fine, and at the top near the molten cladding layer, due to the small ratio of the temperature gradient to the solidification rate and the strong convection in the molten pool under the irradiation of the moving laser beam, the growth of the grains loses its directionality and generates a disordered and fine organization.
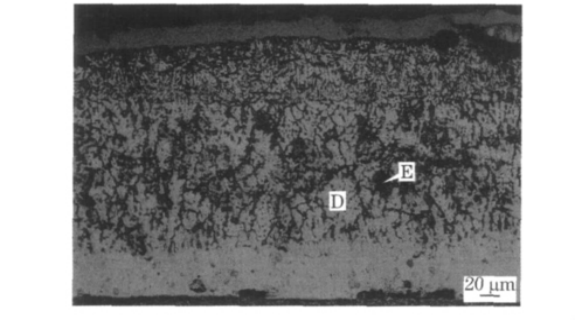
Fig. 4 SEM micro graph showing the microstructure of the laser-cladding coating
3.1.2 Microhardness of the cladding layer
Fig. 5 shows the microhardness curve from the surface of the laser-cladding layer to the cross-section direction of the substrate, from which it can be seen that the hardness of the cladding layer is in the range of 1400~1700HV, which is more than 10 times higher than the average hardness of the substrate (130HV). This is mainly due to the high hardness of the Ta-W solid solution generated in the fusion cladding layer, in which the hardness value of the region with higher content of W element is correspondingly larger. The hardness decreases slightly near the fusion line, and the hardness of the heat-affected zone of the substrate increases due to the solid-state phase transition generated by the laser heating, with a gradient change with depth. In summary, the laser cladding of Ta-W alloy coating in the case of pure Ta original hardness is not reduced, so that the surface hardness of the substrate is significantly improved.
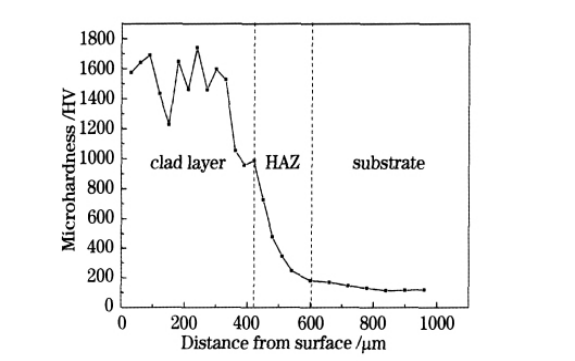
Fig. 5 Microhardness profile of the laser-cladding coating depth direction
3.2 Coaxial powder feeding method
3.2.1 Microstructure of the cladding layer
The cross-sectional morphology of the laser-cladding layer with coaxial powder feeding is shown in Fig. 6. From the figure, it can be seen that the fusion boundary bends to the inside of the substrate, and the maximum thickness of the fused cladding layer is about 1mm in the center, forming a good metallurgical bond between the fused cladding layer and the substrate. The results of the EDS energy spectrum line scanning of the center of the fusion cladding layer along the depth direction from point A to point B are shown in Fig. 7, in which the fusion cladding layer is on the A side, and the heat-affected zone and the substrate are on the B side. From the analysis results, it can be seen that the mass fraction of W element in the cladding layer is 5%~15%, and the rest is Ta. In the process of coaxial powder feeding laser cladding, the cladding material W powder particles pass through the laser beam in the process of dropping, absorbing the laser energy and melting, and the remaining laser energy is directly irradiated on the Ta substrate, so that the surface of the substrate is melted to form the molten pool. Melted powder droplets and part of the larger particles are not completely melted together into the substrate melt pool and melt pool mixing, mixing process is not completely melted powder particles can absorb the heat of the melt pool to further melt, and ultimately in the substrate surface to form an alloy containing Ta and W elements of the melt pool, the melt pool rely on the heat conduction of the substrate as well as to the outside air of the radiation effect of the rapid non-equilibrium solidification to form the fusion layer. The coaxial powder feeding method can improve the interaction time between the cladding powder and the laser, and enable the laser energy to act directly on the substrate surface, which is conducive to the melting of the high melting point of the cladding material and the substrate material melting to form a molten pool, and self-generated alloy coating on the surface of the substrate. As can be seen in Figure 7, the W element content in the whole area of the cladding layer is relatively stable, indicating that the Ta-W alloy coating is formed on the surface of the substrate after solidification by laser cladding and full diffusion of the cladding material and the substrate material.
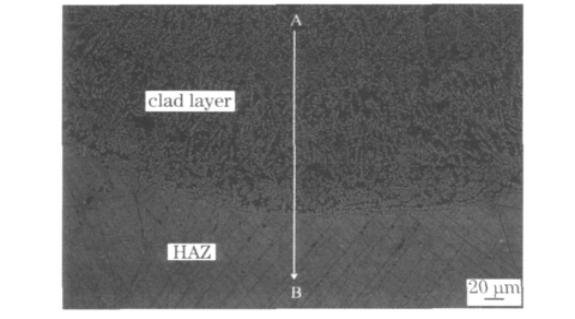
Fig. 6 Morphology of the clad layer through the cross-section by coaxial laser cladding
Fig. 7 EDS line scanning curve along the depth direction
In the process of laser cladding, the laser beam is first used to preheat the substrate without delivering powder, and after the preheating, the powder is delivered to pile up the cladding layer, at which time the depth of the first molten pool is the distance between the horizontal plane of the substrate and the lowest end of the cladding layer, and the width of the molten pool is the melting width of the surface of the substrate. In the next layer of laser melting, before the solidification of the fusion cladding layer will be melted again under the action of the laser, but due to the input of the fusion cladding powder, on the one hand, it will absorb the laser energy to make the laser energy irradiated on the substrate weakened, on the other hand, the upper surface of the melting pool to increase the height of the two together under the action of the previous layer of fusion cladding layer will have part of the melting again, and near the bottom of the melting pool of the part of the melting pool will not be melted again, i.e., the melting pool position of the overall rise. According to the change of dendritic organization in the molten cladding layer in Figure 6, the dendritic organization near the overlap region of the molten cladding layer becomes sparse under the influence of remelting, and the height of each layer along the direction of the central axis of the molten cladding layer is more uniform, which indicates that the depth of the molten pool is not constant during the melting process but decreases with the increase of the number of the molten cladding layers. This is due to the fact that with the increase of the number of cladding layers, the cladding material is continuously transported into the molten pool, the W element is accumulated, and the ratio of Ta/W element in the molten pool is changed. With the increasing content of W elements in the melt pool, the melting point of the alloy melt pool increases, and the upper surface of the melt pool increases less than the lower surface of the melt pool, thus forming the process of the overall increase in the position of the melt pool, and the depth of the melt pool decreases layer by layer.
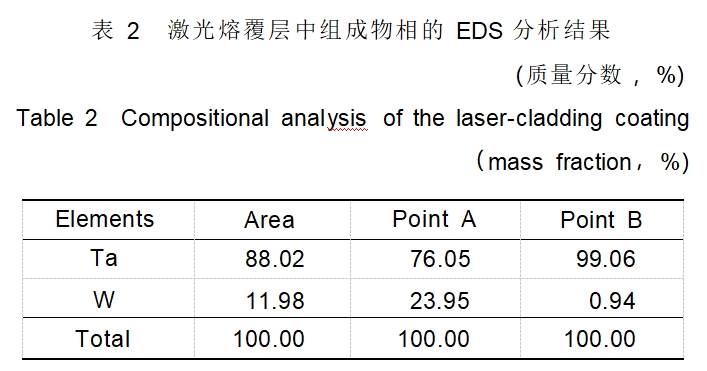
The microstructure of the fusion cladding layer is shown in Fig. 8, Fig. 8(a) shows the microstructure near the fusion line of the fusion cladding layer, Fig. 8(b) shows the organization of the fully grown grains within the fusion cladding layer, and Fig. 8(c) shows the top tissue morphology of the fusion cladding layer. The growth rate and temperature gradient from the bottom to the surface of the melt pool within the melting zone is not a constant during the process of rapid laser surface melting. The growth rate gradually increases from the bottom to the surface of the bath, while the temperature gradient is maximum at the bottom and then gradually decreases toward the surface. In the initial stage of laser cladding, the laser irradiation time is short, the substrate temperature is low, and the ratio of the temperature gradient to the solidification rate is very large, so the grains of the cladding layer are preferentially formed at the interface between the molten pool and the substrate, and the grey agglomerated flocculent organization grows above the fusion line, which results in the formation of a strong metallurgical bond between the cladding layer and the substrate, as shown in Fig. 8(a). With the laser cladding process, the substrate continuously absorbs heat and the temperature rises, the temperature gradient and solidification rate ratio decreases, the grains will be against the direction of the heat flow perpendicular to the fusion interface to the melt pool inside the preferential growth, the formation of dense dendritic crystal organization, accompanied by the different local energy and composition of the ups and downs, some dendrites developed more coarse, and the emergence of the second dendritic crystal arm, as shown in Fig. 8 (b). Dendrites grow to a certain extent by the obstruction of adjacent grains can not continue to grow, at the same time in the reciprocating action of the laser beam, the formation of the cladding layer will be subjected to the second irradiation of the laser, the upper part of the layer melts again with the new input of the cladding material with the re-solidification of the formation of a new layer of cladding layer, close to the overlap region of the cladding layer of the dendritic organization due to the effect of remelting the growth direction and morphology of the change in the formation of a shorter and coarser Dendritic organization, as shown in the central region of Figure 6. With the increase in the number of cladding layers, the distance between the molten pool and the substrate increases, the temperature gradient and solidification speed ratio is very small, and at the same time, due to the distance from the substrate, the direction of the heat flow is relatively more dispersed, so that the dendrites gradually lose their directionality, and the solidification of the upper part of the cladding layer in the upper part of the organization obtained in the middle of the dense and more disorganized, such as shown in Figure 8(c). EDS analysis of the cladding layer in each region shows that the Ta/W element ratio inside the cladding layer does not change significantly depending on the location, indicating that the Ta and W elements in the molten pool are fully mixed. The EDS analysis results of the localized regions of the fused cladding layer are shown in Table 2, and the mass fraction of W element is about 12% in the whole range of Fig. 8(b). Among them, the A area is the gray dendritic crystal organization detection results, the W element mass fraction is about 24%, while the remaining black part of the B area W mass fraction is less than 1%, so it can be judged that the dendritic organization in the cladding layer is Ta-W solid solution, which is roughly uniformly distributed in the Ta.
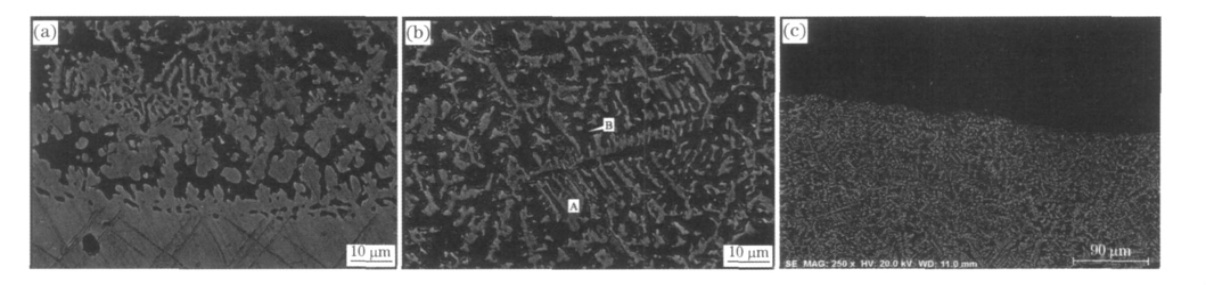
Fig. 8 SEM micro graph showing the microstructure of the laser-cladding coating
3.2.2 Microhardness of the cladding layer
Figure 9 shows the microhardness curve from the surface of the coaxial powder feeding laser cladding layer to the cross-section direction of the substrate, and it can be seen that the hardness value from the cladding layer to the substrate shows a decreasing trend, and the microhardness of each region is different. The hardness of the fusion cladding layer is the highest, but there is a large inhomogeneity, its hardness value is 800HV on average, and the local hardness can be as high as 1100HV. near the fusion line of the fusion cladding layer, the hardness is slightly lower, an average of 600HV. the hardness value of the gradient in the heat-affected zone decreases, and gradually transitions to the substrate, and the substrate hardness of an average of 130HV. it can be seen that, due to the cladding zone is rich in dense dendritic Ta-W solid solution, the Ta-W solid solution is high, and the Ta-W alloy has the highest hardness value. It can be seen that the hardness of the coating is greatly improved by the high hardness of Ta-W alloy, which is about 5 times of that of the pure Ta substrate, and the hardness is especially prominent in some areas where the dendrites are developed and coarse, while the hardness distribution inside the coating is not uniform due to the concentration of W elements on the dendritic solid solution. Near the fusion line near the region in the early stage of laser cladding organization development is not sufficient, to the group flocculent or short rod-like organization is dominant, the hardness is slightly reduced. In the heat affected zone, the hardness increases due to the solid phase transformation of Ta, and the closer to the fusion line, the greater the degree of phase transformation and the higher the hardness.
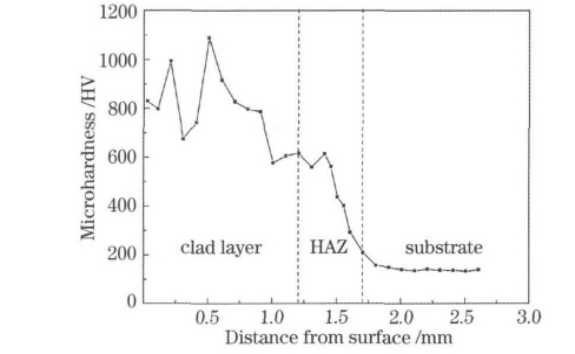
Fig. 9 Microhardness profile of the laser-cladding coating depth direction
3.3 Comparative analysis of the preset coating method and coaxial powder feeding method
According to the above results, the laser cladding of dissimilar refractory metals by pre-coating method and coaxial powder feeding method can obtain refractory alloy coatings, but the differences in the process methods make the coatings obtained by the two ways different in structure and properties. In the pre-coating method of laser cladding, since the surface of the substrate is completely covered by the pre-coated powder layer, the laser beam can only be irradiated to the surface of the pre-coated layer during the process, and the substrate absorbs the laser energy only through the heat conduction of the pre-coated layer. For refractory metals, due to the high melting point of the base material, the laser action time is short, only by heat conduction of the energy obtained is not enough to melt the surface of the substrate, and therefore need to be used in the preparation of the pre-positioned coating of mixed powder, and make the mix to achieve the required alloy composition ratio, when the laser action of the molten layer of the thickness and composition of the layer is completely dependent on the thickness of the pre-positioned layer of the thickness and composition. Similarly, due to the extremely high melting point of refractory metal materials, the thickness of the cladding layer needs to be controlled within a certain range in order to ensure that the pre-positioned coating is fully melted. The preset coating method of laser cladding using a single scanning, single fast melting and condensation process, elemental diffusers less mass migration, the resulting thickness and composition of the coating is relatively uniform, but in the vicinity of the fusion line has a wider transition zone. The internal organization of the coating is relatively coarse, the dilution effect with the substrate is weak, the original substrate surface deformation is very small, in the rapid melting and condensation process will be accompanied by the formation of some defects such as porosity.
Coaxial powder feeding laser cladding, cladding powder material in the process of falling into the laser beam to start absorbing laser energy melting, not blocked by the powder particles absorbed laser can be directly irradiated on the surface of the substrate so that it melts, cladding material and the substrate together to form an alloy melting pool, after solidification of the cladding layer with the substrate to form a good metallurgical bond, with a higher bonding strength, the substrate depth of fusion is greater, the surface of the substrate to the inner Depression of the substrate surface to the interior. The alloy composition of the cladding layer is jointly determined by the fusion and diffusion of the cladding material and the substrate material, and the substrate material only melts in the surface layer, with limited dilution, thus the composition of the cladding layer changes with the height of a gradient. Since the cladding layer is formed layer by layer by the reciprocating motion of the laser beam, and the width of the cladding layer can be increased by overlapping the cladding channels if necessary, coaxial powder feeding laser cladding has a high degree of freedom in the width and thickness of the cladding layer. In addition, due to the reciprocating irradiation of the laser beam, the heating time of the alloy coating is longer, the temperature of the molten pool is higher than that of the single channel scanning, and the convection inside the molten pool is more intense. The coaxial powder feeding method is conducive to the formation of a finer and denser dendritic organization, and the internal organization of the molten cladding layer is uniformly distributed, with no obvious defects, such as cracks and porosities, etc. However, the alloying elements are more concentrated in the dendritic organization so that the distribution of the coating composition is more ups and downs.
From the results of hardness analysis, it can be seen that the hardness of the fused cladding layer obtained by the pre-coating method is higher than that of the coating prepared by the coaxial powder feeding method, and it is more uniform. This is mainly due to the fact that the elemental ratio in the coating can be freely adjusted and fully mixed in advance by the pre-coating method, which results in a higher content of elemental W and a more uniform distribution of elemental W in the Ta-W solid solution in the fused cladding layer prepared by the pre-coating method. In contrast, the coaxial powder feeding method is subject to greater process constraints, and the influence of process parameters such as laser power, scanning speed, and powder feeding volume needs to be balanced during the coating process, so that the proportion of the fused material in the resulting cladding layer cannot be increased without restriction. At the same time, the fusion cladding layer layer by layer accumulation process is longer, the alloying elements in the formation of the grain has sufficient time to distribute freely, resulting in a large difference in composition between different phases, thus affecting the uniformity of hardness.
4 Conclusion
The Ta-W alloy coating was prepared on the surface of pure Ta plate substrate by pre-coating and coaxial powder feeding laser cladding methods, respectively, and the organization and properties of the coatings obtained by the two processes have their own different characteristics. Pre-coating method laser cladding coating internal coarse Ta-W alloy solid solution organization, the average mass fraction of W element is 18%, uniform distribution, the coating and the substrate fusion rate is low, the hardness range of 1400 ~ 1700HV, higher than the substrate more than 10 times. Coaxial powder feeding method laser cladding coating internal for the fine dendritic Ta-W solid solution, densely distributed in Ta, W elements are concentrated in the dendritic crystals, the average mass fraction of 15%, the fusion of the cladding layer and the substrate metallurgical bonding is good, the average hardness of 800HV, about 5 times of the substrate.
reference:(c)1994-2023 china Academic Journal Electronic publishing House. All rights reserved. http://www.cnki.net
Spherical tantalum-tungsten alloy powder prepared by Stardust Technology through the RF plasma spheronization process has the advantages of high purity, high sphericity, and excellent fluidity, which can meet the demand for high-performance materials in 3D printing and powder metallurgy. It is widely used in aerospace, nuclear industry, medical devices (such as artificial joints, implants) and other high-end fields, and is especially suitable for scenarios with stringent requirements for high temperature and corrosion resistance.
If there is a demand for spherical tantalum tungsten alloy powder, welcome to consult our professional manager Cathie Zheng +86 13318326187.

News
Stardust Technology (Guangdong) Co., Ltd.

101, Building 1, Liandong Youzhi Zone, Senshuji Road, Nansha Community, Danzao Town, Nanhai District, Foshan City,Guangdong Pro.,China
Tel:13318326187
13378621675
QR code