 Co., Ltd.")
Advances in additive manufacturing of W-Ni-Fe high specific gravity alloys
Release time:
2024-12-27
High specific gravity tungsten alloy is a kind of tungsten as the main body, adding a small amount of Ni, Fe, Cu, Co, Mn and other elements composed of alloy, its tungsten mass fraction is generally 85% ~ 98%, the density of up to 16.5 ~ 19.0g/cm3, and therefore is often referred to as a high specific gravity alloys, heavy alloys, or high-density tungsten alloy [1]. High specific gravity tungsten alloys are mainly divided into two systems, W-Ni-Fe and W-Ni-Cu, and their organization is mainly composed of two phases, the W phase and the Ni-Fe/Cu bonding phase. Compared with W-Ni-Cu alloy, W-Ni-Fe alloy has more excellent physical and mechanical properties, mainly in the high tensile strength, good ductility, good machining characteristics, etc. [2], so in the defense industry and the national economy in various fields play a huge role, such as armor-piercing bullet core materials, smoke bombs, shells, and other weapons materials [3]; gyroscope outer edge rotor [4], Helicopter rotor blades and other aerospace materials [5]; radioactive shielding materials, anvil materials and other nuclear industry materials [6].
The manufacturing of W-Ni-Fe alloy parts is usually done by liquidphasesintering (LPS) of powder metallurgy. Generally, the powder of each element is mechanically mixed, molded or cold isostatic pressing, and then LPS is used to achieve full densification to form blank parts, and finally machining is used to remove the residuals to obtain the final parts. In the process of powder metallurgy, molding and cold isostatic pressing need to be first according to the shape and size of the final parts design and preparation of the corresponding mold, and mold production cycle is long, expensive; and taking into account the characteristics of the LPS easy to deformation collapse, powder metallurgy is generally only suitable for the preparation of blanks with a simple shape or leave a large machining margin. At the same time, the preparation of tungsten alloy parts by powder metallurgy generally requires molds, and the production cycle of molds is long, which is not applicable to the preparation of customized and small batch products [7].
Additive manufacturing technology is widely used in the manufacture of small-lot, customized, and high-complexity metal parts due to its advantages of near-net-shaping, digital, intelligent, and automated processing, high raw material utilization, no need for molds, and fine and uniform tissues [8]. Common metal additive manufacturing technology mainly includes selective laser melting technology (selectivelasermelting, SLM), laser melting deposition technology (lasermeltingdeposition, LMD) and selective electron beam melting technology (selectiveelectronbeammelting, SEBM). SEBM).
In recent years, scholars at home and abroad have conducted extensive research on SLM, LMD and SEBM additive manufacturing for high specific gravity W-Ni-Fe alloys, high specific gravity W-Ni-Cu alloys [9-15] and pure W [16-18]. In addition to SLM, LMD and SEBM techniques, binderjetprinting (BJP) has also been applied to the preparation of high specific gravity W-Ni-Fe system alloys.
In this paper, we will review the research progress on the additive manufacturing of high specific gravity W-Ni-Fe system alloys using the four technologies of SLM, LMD, SEBM, and BJP at home and abroad, and analyze and prospect the main problems faced by the research, and the research trends.
1 Selective laser melting of W-Ni-Fe system alloys
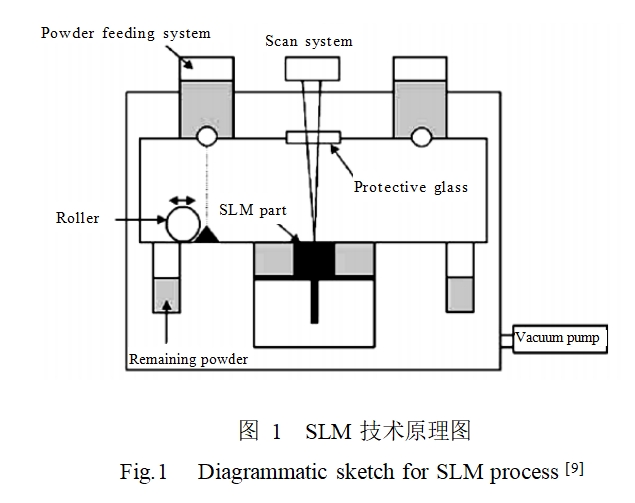
SLM technology (technical principle shown in Figure 1) adopts the idea of layered manufacturing, with a laser beam as a heat source, forming first in the substrate paved with a certain thickness of powder, and then the laser radiation powder according to the planning trajectory, so that the radiation range of the powder undergoes the process of melting and solidification, the completion of a single layer of scanning, and then paved a layer of powder on top of the layer, and repeat the above steps of melting, solidification, and laying of powder until the molding is completed. SLM technology adopts the micro-melting pool layer-by-layer stacking method, with near-net shaping, without the need for molds and other characteristics, is very suitable for small size, complex shapes, mechanical properties of excellent parts forming. Most of the currently reported additively manufactured W-Ni-Fe alloys are prepared by SLM technology.
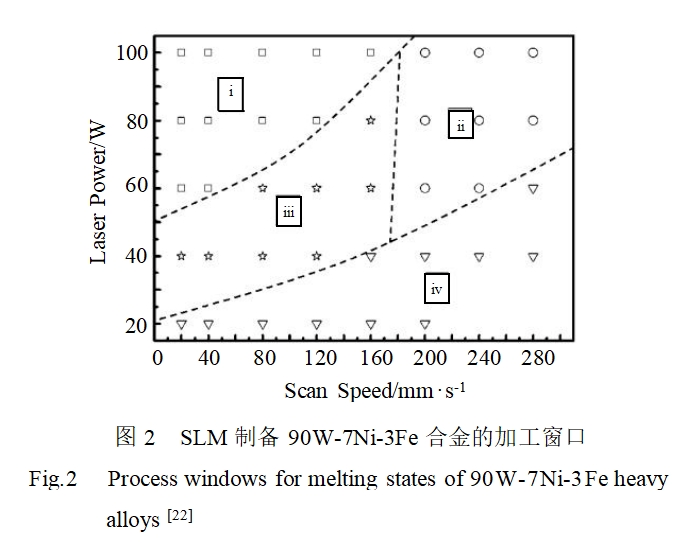
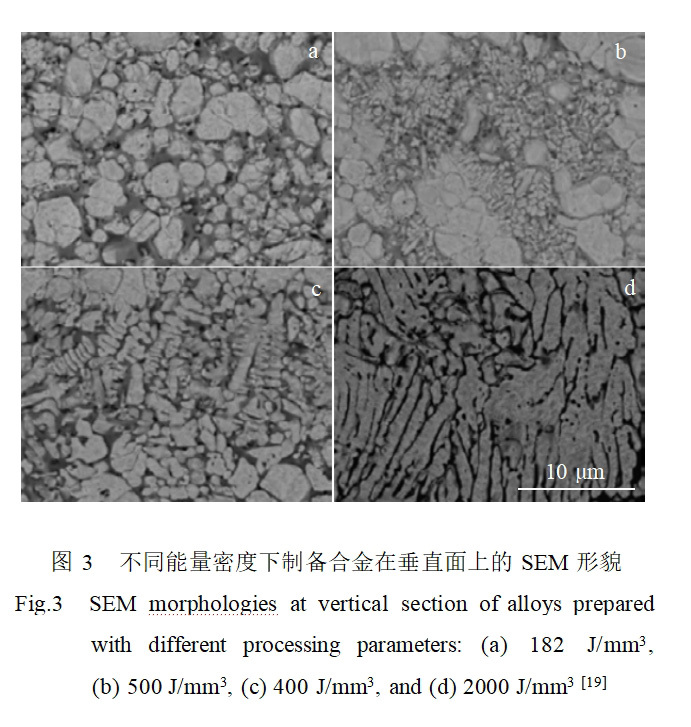
Zhang and Ruidi Li et al [19-22] conducted SLM studies of 90W-7Ni-3Fe using different laser powers and scanning speeds, and established a processing map of 90W-7Ni-3Fe alloy, which classified the forming process into four processing windows (see Fig. 2): (i) moderately melting region, (ii) spheroidizing region, (iii) micro-melting region, and (iv) non-melting region. melting region. In the moderate melting region (high laser power and low scanning speed), due to the high input laser energy, relatively dense specimens without obvious cracks on the surface can be generated, which is the preferred process parameter region for SLM technology; in the spheroidization region (high laser power and high scanning speed), the input laser energy is not enough to completely melt the W powder, resulting in spheroidization and leading to poor specimen density; in the micromelting region (medium laser power and low scanning speed), the input laser energy is not enough to completely melt the Ni and Fe powders, resulting in partial residual Ni and Fe powders and increased defects in the specimen; in the non-melting region (low laser power and low scanning speed), the Ni and Fe powders can be melted and cannot be combined with the W powders.D.Q.Zhang et al [19] concluded that with the increase of input laser energy, the W- Ni-Fe SLM forming mechanism will change from the LPS mechanism (fully melted Ni-Fe powder with incompletely melted W powder) to the powder melting-solidification mechanism (fully melted W powder), and the tissue morphology of the W particles undergoes a granular to dendritic transformation (see Fig. 3). Based on the optimized process, R.D. Li et al. achieved blade member forming of 90W-7Ni-3Fe alloy by SLM technique [22].
Wang [23] et al. investigated the effect of laser parameters such as laser scanning trace width, laser power and scanning speed on the densification of 90W-7Ni-3Fe alloy prepared by SLM. It was shown that the densities of 90W-7Ni-3Fe alloys were simultaneously controlled mainly by the rearrangement of W particles as well as the dissolution-precipitation process of W. Meanwhile, the laser power and scanning speed had a significant effect on the densities, and the maximum densities of the 90W-7Ni-3Fe alloys prepared by them could reach 94.5% through the optimization of the process parameters.
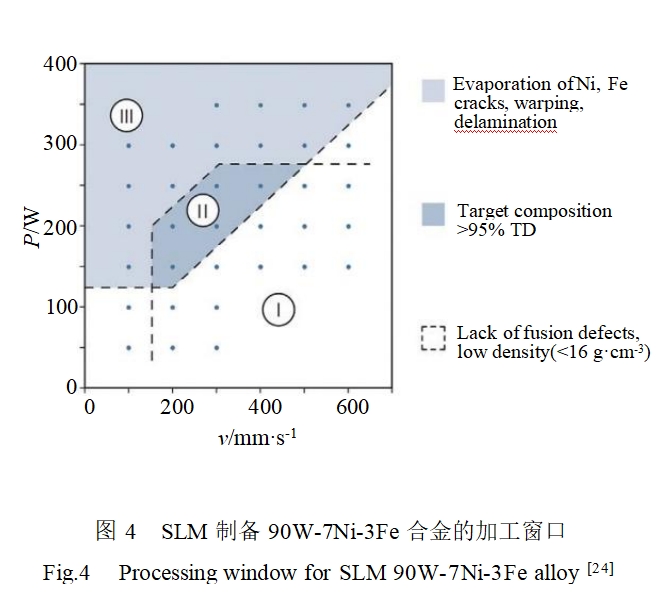
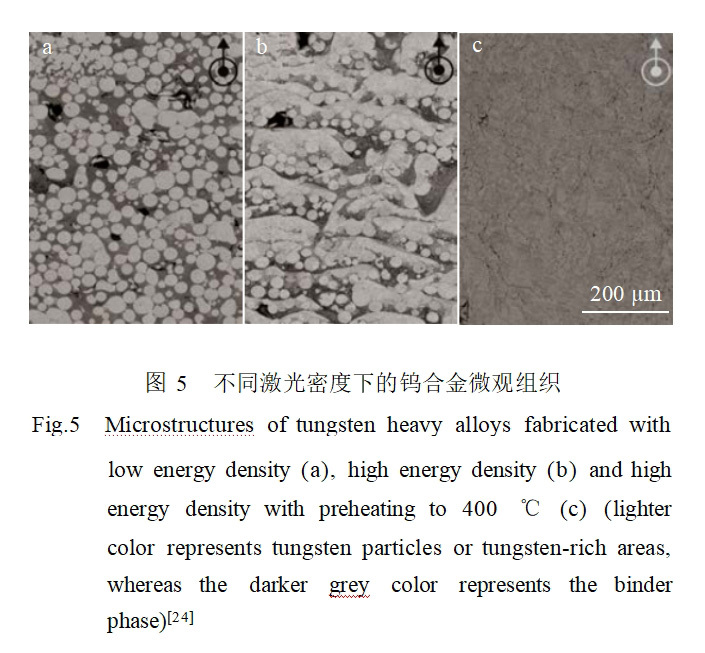
AljažIveković [24] and others investigated the effects of laser energy density, pre-heating, and post-heat treatment on the organization and properties of 90W-7Ni-3Fe alloy prepared by SLM, and also found that with the increase of laser energy density, the forming mechanism of 90W-7Ni-3Fe alloy shifted from LPS to partial melting to complete melting, and its processing window is shown in Figure 4, and the formed tungsten alloy organization is shown in Fig. 5, respectively. When the energy density is too low, the density of the formed tungsten alloy is low and the Ni-Fe bonding phase content is higher than the initial powder composition. At higher energy densities, especially at 400 °C preheating, the vaporization of Fe and Ni makes the formed alloys W-rich and highly susceptible to cracking. At intermediate energy densities, i.e., when the W particles are partially melted, the formed W-Ni-Fe alloy has high strength (tensile strength of 871±30 MPa) and low plasticity (elongation <1%) properties. The formed samples were subjected to a high-temperature annealing treatment similar to re-LPS (1500°C, holding time 30-60 min), and the microstructure and properties of the alloys (tensile strength of 850±21 MPa, elongation of (10.2±1.0)%) could be comparable to those of the parts prepared by the conventional LPS method.
Li et al [25] investigated SLM forming of 90W-7Ni-3Fe alloy with laser energy density in the range of 185 to 778 J/mm3. It was found that in this energy range, the forming organization of 90W-7Ni-3Fe alloy was similar to that of LPS, presenting W particles or W dendrites embedded in the bonding phase; high densities (≥99%), high strengths (tensile strength of 1121 MPa), and low plasticities (elongation <1%) of 90W-7Ni-3Fe alloy were achieved by optimizing the process parameters.
Chen et al [26] investigated SLM forming of 70W, 80W and 90W alloys by adding Co to W-Ni-Fe alloys and found that the density of the material increased with the increase of laser power, and a 70W preparation with 96% densities was achieved. Fe7W6 intermetallic compounds were present in the forming alloys when the W content was low, and cracks appeared in the forming alloys when the W mass fraction increased to 90%. The morphology of W particles in the forming alloys was polygonal and dendritic, and the proportion of W dendrites increased with decreasing W content. The maximum tensile strength of the prepared 70W-18Ni-6Fe-6Co was 1198 MPa and the elongation ranged from 7% to 9.5% at a laser power of 350 W and a scanning speed of 400 mm/s. The maximum tensile strength of the prepared 70W-18Ni-6Fe-6Co was 1198 MPa and the elongation ranged from 7% to 9.5%.
Overall, the preparation of W-Ni-Fe system alloys containing W mass fraction up to 90% and densities greater than 99% has been realized using SLM technology. The W-Ni-Fe alloys prepared at medium energy density have the characteristics of LPS, and their organization is similar to that of the W-Ni-Fe alloys prepared in the conventional LPS method, the alloys exhibit good formability without cracking, and the 90W alloys prepared by SLM can have higher tensile strengths than the conventional LPS samples, but their plasticity is generally poor (<1%). A better combination of strong and plastic properties can be obtained by post-high-temperature heat treatment or by reducing the W content in the alloy. Existing SLM techniques for the preparation of W-Ni-Fe alloys mostly use elemental mixed powders, and it is difficult to ensure that the elemental powders can be uniformly spread on the forming platform in the process of laying down powders, which may lead to the non-uniformity of the composition of the powders in the forming area and the unmelted area, resulting in the compositional change of the unmelted powders in comparison with that of the original powders, and bringing certain challenges to the recycling of the powders [27].
2 Laser melting deposition of W-Ni-Fe system alloys
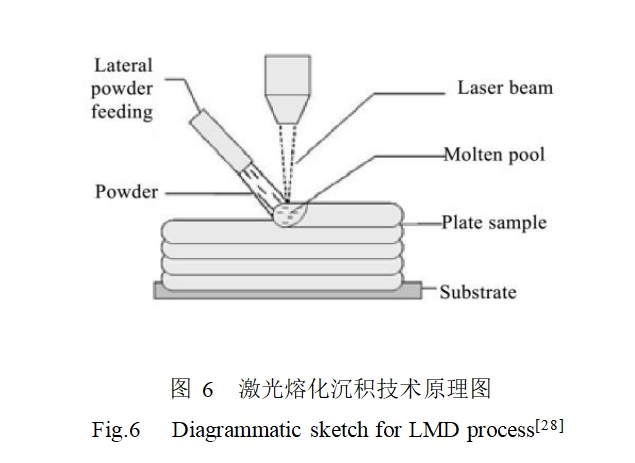
LMD technology (technical principle shown in Figure 6) originated from the laser surface melting technology [28], while combining rapid prototyping technology, the use of high-energy density laser will be synchronously delivered to the metal powder according to the planned path of melting, single-layer melting is completed, the laser head and the powder delivery head to lift a certain height, repeat the process of melting within the layer, and ultimately achieve the workpiece layer-by-layer melting, rapid solidification and stacking molding. Due to the early stage of the development of this technology, research institutions in various countries independently carried out related research, resulting in this technology has a number of aliases, such as: laserengineered netshaping (laserengineerednetshaping, LENS), laser metal deposition (lasermetaldeposition, LMD), laser three-dimensional forming (lasersolidforming, LS), and laser solid forming (lasersolidforming, LS), which is the most popular technology in the world. lasersolidforming (LSF), controlledlaserfabrication (DLF), directmetaldeposition (DMD), laserconsolidation (LC), laser metalforming ( lasermetalforming, LMF), light-controlled fabrication (directlightfabrication, DLF), laserdirectmanufacturing (LDM), laserfree-formfabrication LFFF) [29] and so on. Compared with SLM technology, LMD technology has higher molding efficiency and is more suitable for the preparation of large-size parts.
Zhong Minlin et al [30,31] were the first to study the LMD forming of three tungsten alloy systems, 45W-55Ni, 60W-40Ni, and 90W-10Ni, and found that the first two had good formability, while the 90W-10Ni system had poor formability, which was manifested in the fact that the thickness of the thin-walled molded parts decreased with the increase of the deposition height, resulting in the formation of thin-walled parts with triangular cross-section only. The system of 90W-10Ni has good molding performance, while the 90W-10Ni system has poor molding performance.
The poor formability of the 90W alloy may be caused by the use of a CO2 laser and the low absorption of the metal for this band of laser light. Through process optimization, Minlin Zhong et al. successfully achieved the preparation of a reduced scale prototype of a 60W-40Ni space telescope collimator with a diameter of 30 mm, a height of 307 mm, and a wall thickness of 3 mm.
Wang Pan et al [32,33] carried out LMD forming studies under atmospheric conditions using W-Ni-Fe hybrid powders with W atomic fractions ranging from 60% to 90%, and performed tissue observation and tensile mechanical property tests, and found that the formed tungsten alloys have a similar organization of W particles embedded in a bonded-phase substrate as the conventional powder metallurgy samples, and the prepared alloys have the The best mechanical properties of the alloys were obtained when the W content was 60%, and the tensile strength was up to 718 MPa. With the increase of W content, the mechanical strength of the prepared alloys decreased, which was presumed to be due to the fact that the molding was done in an atmospheric environment, which led to the severe oxidation of the alloys and the appearance of obvious defects such as pores, cracks, and other defects.
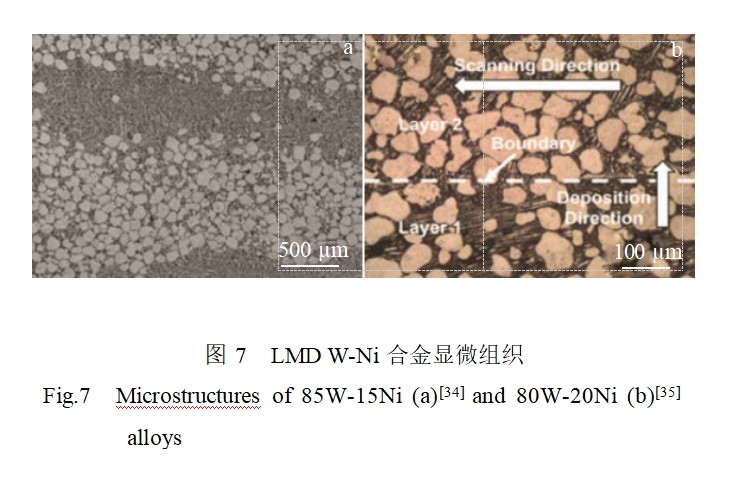
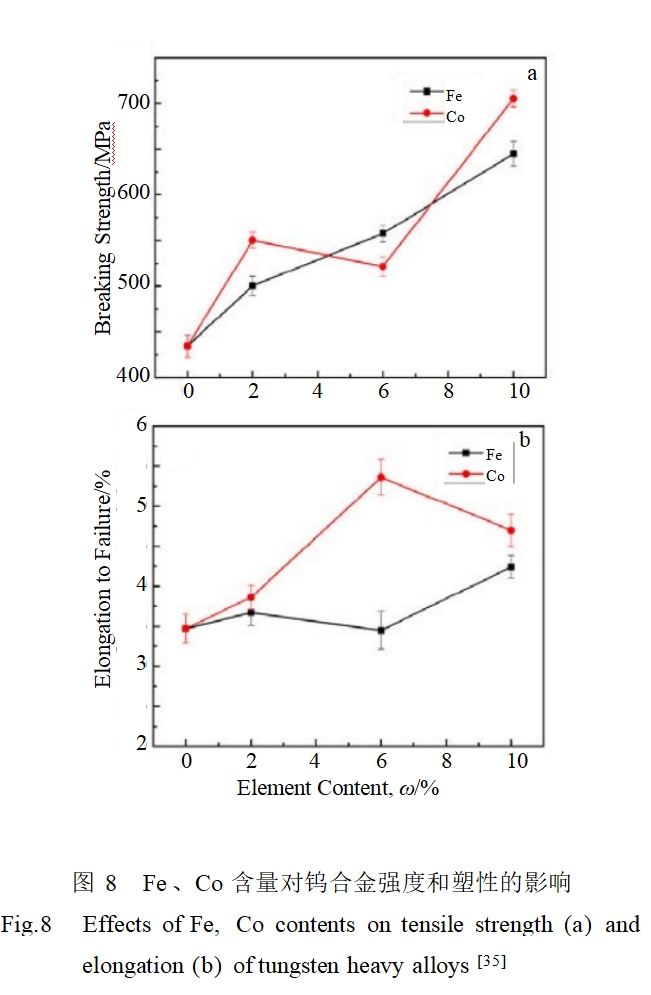
Wang et al [34,35] investigated the LMD forming of W-Ni, W-Ni-Fe, and W-Ni-Co alloys with W mass fractions of 80%~85%, and found that the W particles in the formed alloys had 2 morphologies: irregular shape and dendritic shape, while the dendritic W mainly existed in the interlayer (shown in Fig. 7a), and the proportion of dendritic W particles increased with the increase of laser power; At the same time, it was found that there were fine columnar crystals in the bonding phase, and the growth direction of the columnar crystals was parallel to the deposition direction at the bottom of the molten pool, and parallel to the scanning direction at the top of the molten pool (as shown in Fig. 7b); with the increase of Fe and Co content, the strong plasticity of the specimen increased, and Co had a better effect of enhancing the mechanical properties than Fe, as shown in Fig. 8.
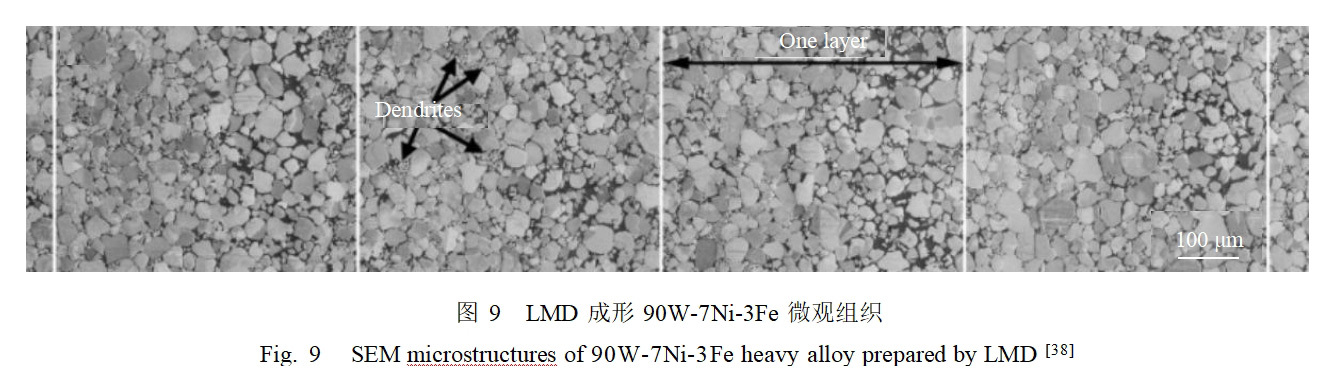
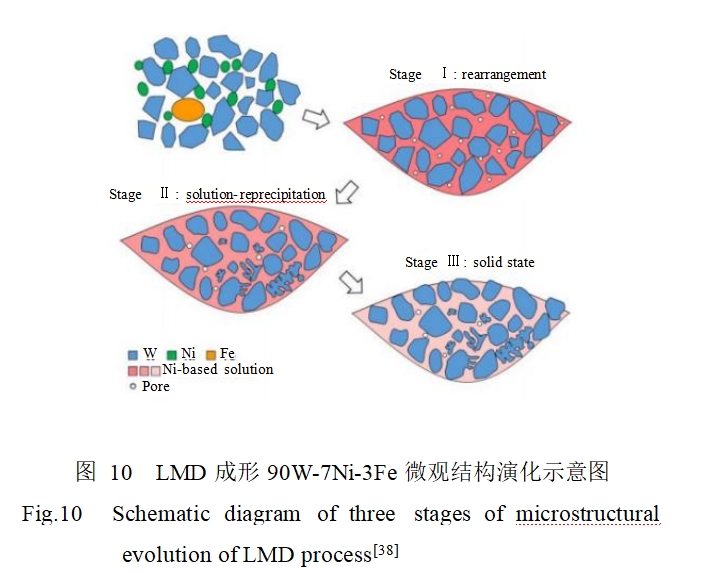
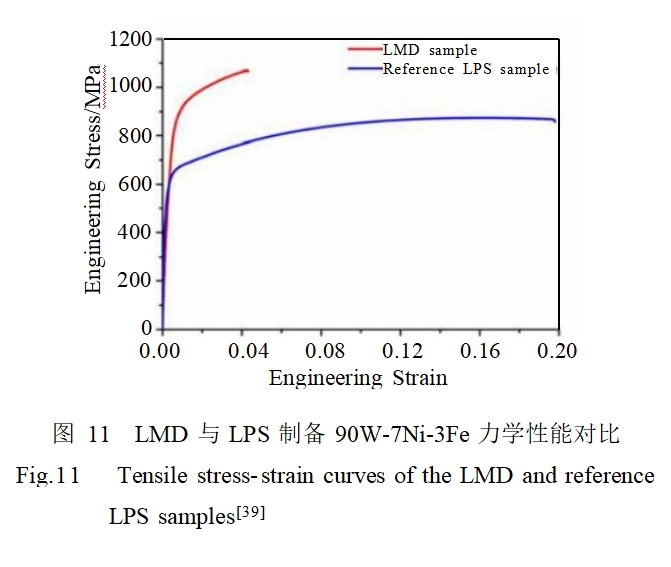
Li et al [36,37] studied the LMD forming of 80W-20Fe alloy and found that the forming organization mainly consists of irregular W particles, W dendrites, Fe7W6 shells/particles, and Fe-based bonding phases, in which the irregular W particles are mainly undissolved W powders, and the W dendrites are W crystals precipitated and grown up from the liquid phase during the solidification process. The W dendrite content increases with the increase of the input energy density, while the Fe7W6 phase is formed by the encapsulation reaction during the non-equilibrium cooling process; the fine W dendrites and the Fe7W6 phase make the alloy increase in hardness and the overall brittleness. In a follow-up study, Li et al [38] investigated the LMD forming of 90W-7Ni-3Fe alloy and found that no intermetallic compounds were generated in the forming tissues, and the large-size unfused pore defects in the alloy were reduced with the increase of the input energy density and the sample densities were increased, however, micrometer-sized porosity still existed in the samples at high input energy densities. reaches 74 J/mm3 , the 90W-7Ni-3Fe alloy with >99% densities can be realized; it is also found that due to the settling of W particles in the microsolution cell due to the influence of gravity, the W particles show periodic sparse and dense distributions along the direction of deposition as shown in Fig. 9; with reference to the LPS process of traditional powder metallurgy, the LPS-like organization evolution process of W-Ni-Fe alloys in the LMD process is proposed, as shown in Fig. 9; the LPS-like organization evolution process of W-Ni-Fe alloy is proposed by referring to the LPS mechanism of conventional powder metallurgy. mechanism of the organization evolution process, as shown in Fig. 10. During the LMD process, the partial dissolution of the pristine W powder makes the W particles in the forming organization more rounded and smaller in size than the pristine W powder.Y.P. Wang et al [39] carried out a comparative study on the organization and properties of 90W-7Ni-3Fe alloys prepared by LMD and LPS, and found that the LMD alloys had smaller W-W particle connectivity and higher W content in the bonding phase,. and higher dislocation density inside the W particles and the bonding phase, and these features make the LMD alloy have higher strength (tensile strength up to 1037 MPa), as shown in Fig. 11.
Zhou et al [40] used the LMD technique to avoid the deformation and collapse problems in the preparation of low W content alloys by conventional powder metallurgy, and realized the molding of 75W-17.5Ni-7.5Fe alloy and 50W-35Ni-15Fe alloy with low W content, meanwhile, it was found that 75W-17.5Ni-7.5Fe and 50W-35Ni-15Fe alloys prepared by the LMD method had fine and uniformly distributed W particle organization, and the tensile strength could reach 1120 and 1316 MPa, respectively, which was already more than that of 95 W alloys by conventional powder metallurgy as shown in Fig. 12. 15Fe alloys have fine and uniformly distributed W particle organization, and the tensile strength can reach 1120 and 1316 MPa, respectively, which has exceeded the tensile strength of conventional powder metallurgy 95W alloys, as shown in Fig. 12.
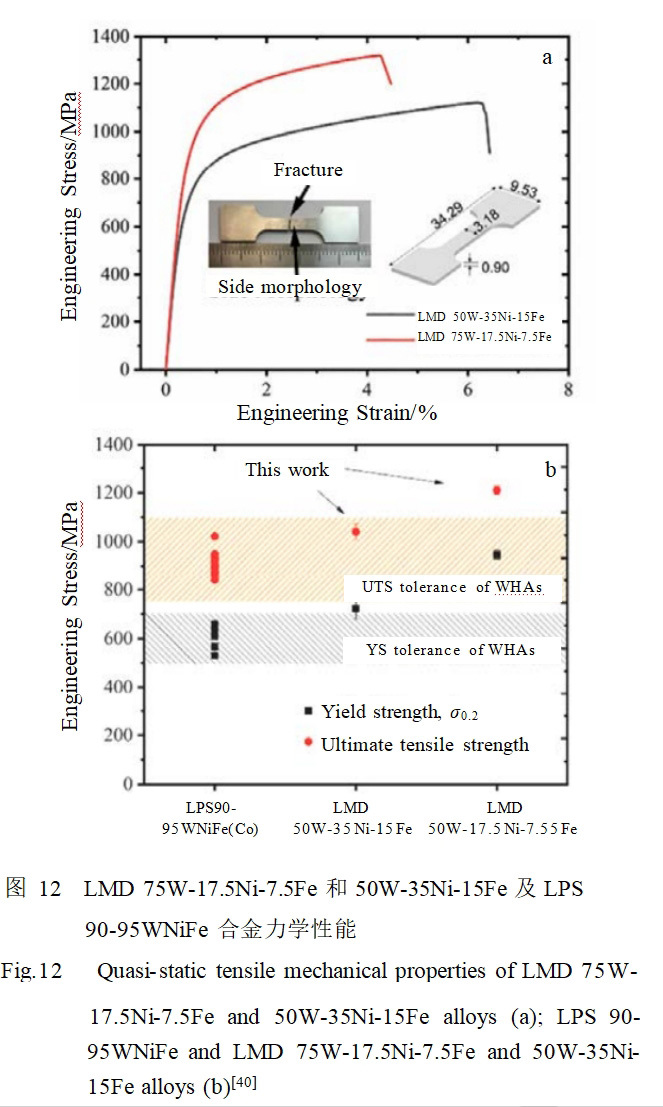
At present, the LMD technology has realized the preparation of W-Ni-Fe alloys with W mass fraction of 90% and densities greater than 99%, and the prepared alloys have a similar organization to the W-Ni-Fe alloys prepared by conventional powder metallurgy LPS, i.e., by the W phase embedded in the bonding phase.The tensile strengths of W-Ni-Fe alloys prepared by LMD can be much higher than that of conventional powder metallurgy W-Ni-Fe alloys, reaching 1120 and 1316 MPa, as shown in Figure 12. Ni-Fe alloys, reaching the level of 1300 MPa, but the plasticity is generally below 6%. At the process level, how to deploy more appropriate process parameters to solve the hole metallurgical defects within the molded parts will also be an important direction for the development of LMD technology.
3 Selected area electron beam melting high specific gravity tungsten alloy
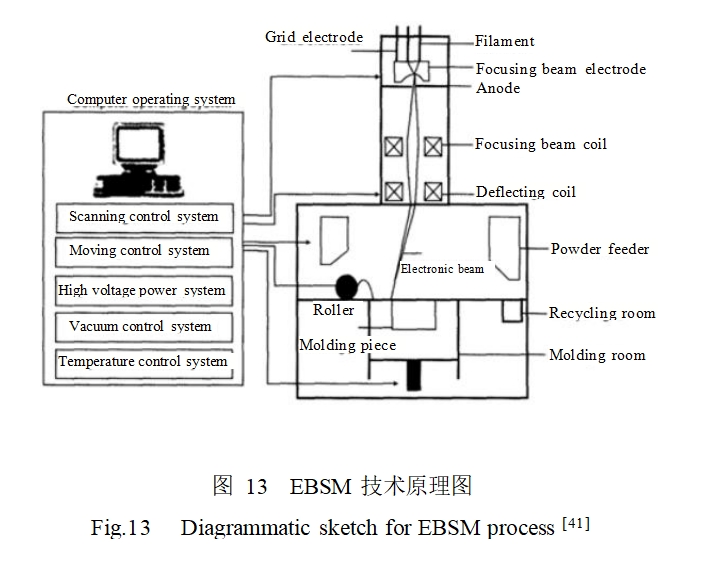
Similar to SLM, the manufacturing process of EBSM (technical principle shown in Figure 13) is to spread a layer of powder on the substrate first, and then the electron beam melts the powder in accordance with the preset trajectory, and then repeats the steps of spreading, melting, and solidifying until the part is molded after the powder is solidified. This method is also suitable for the molding of small-sized and complex-shaped parts, but the research reports on W-Ni-Fe alloys are still rare.
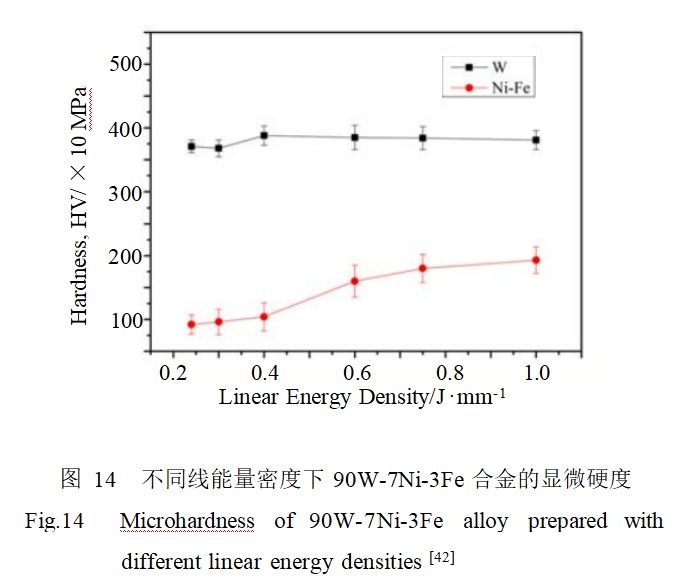
Yang Guangyu et al [42] investigated the effect of line energy density on the densification of 90W-7Ni-3Fe alloy prepared by EBSM and found that the densification process of the alloy is mainly W-phase bonding at low line energy densities, and with the increase of line energy density, the W-particle rearrangement ability is enhanced and dissolution and precipitation occur in the bonding phase, whereas a further increase in the energy density results in the melting of the W-particles and the volatilization of Ni and Fe elements. The increase in linear energy density leads to an increase in the W content in the bonding phase, which results in solid solution strengthening and an increase in the microhardness of the bonding phase, as shown in Fig. 14.
Compared with laser forming technology, EBSM technology, due to the use of a magnetic deflection coil for the movement control of the electron beam, which moves without mechanical inertia, can quickly scan the powder layer to achieve the preheating of the powder bed during the forming process, thus reducing the temperature gradient during the forming process, reducing the concentration of thermal stresses, and lowering the risk of deformation and cracking [43]. At the same time, compared with laser, the absorption rate of metal materials to the electron beam is higher, in the forming process will not be like laser forming, the formation of the molten pool after the temperature rises sharply, which leads to material vaporization [44], can be more effective in avoiding the vaporization of low melting point Ni, Fe elements, so in the W-Ni-Fe alloy additive manufacturing can have a unique advantage. However, it has the same problem of powder recycling as SLM technology.
4 Binder Jet Printing
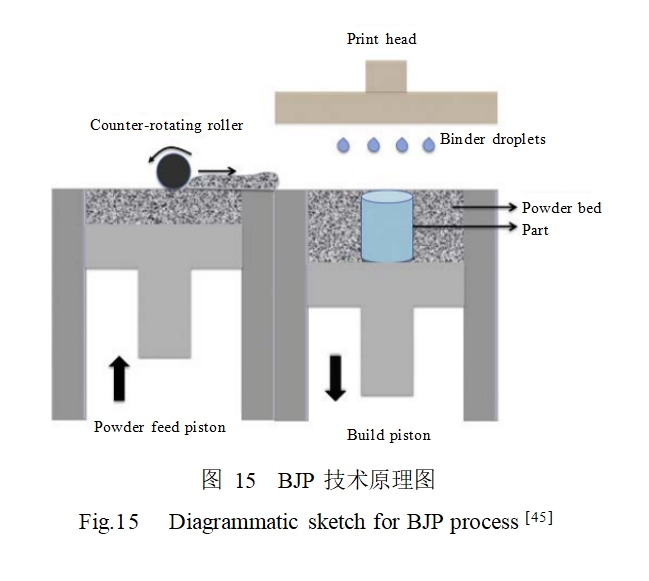
BJP technology (technical principle shown in Figure 15) works by spreading the powder on the forming platform, selectively bonding the powder together according to the set shape by spraying the polymer adhesive, so that multiple layers of repetitively spreading the powder and spraying the adhesive to form the part blank, and then the blank is heated to cure the adhesive, and then after curing, the excess loose powder is removed, and then dewaxing and sintering post-processing to form the final part [45,46 ]
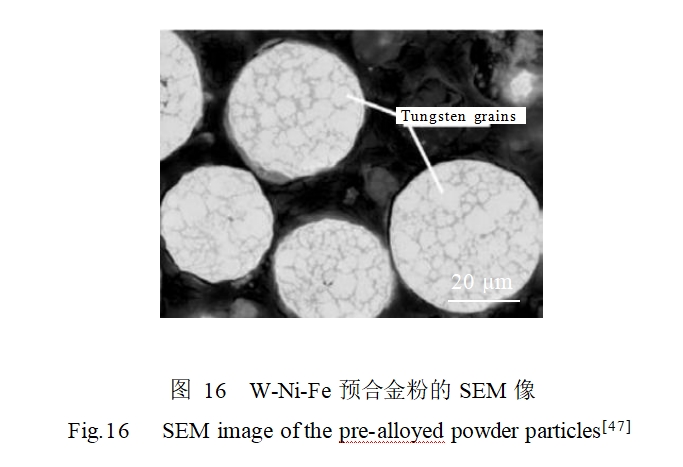
Stawovya et al [47] used the pre-alloyed powder prepared by the unique patented technology (shown in Fig. 16) and prepared the blanks of formed parts using the BJP technique, and then the blanks were dewaxed at 870°C and then sintered at 1365-1385°C for 2 h. Eventually, they successfully realized the 91W- with a density of 17.24 g/cm3, a tensile strength of 770 MPa, and an elongation of 8.6%. Ni-Fe alloy preparation.
Compared with laser- and electron beam-based additive manufacturing technologies, BJP technology does not need to generate a high-temperature melting pool by the action of laser and electron beam, so its manufacturing cost is lower and the vaporization of low melting point Ni and Fe elements can be avoided. However, the preparation of its final parts needs to be combined with the traditional degreasing and sintering processes, which is a longer process, and the residues of the bonding agent may adversely affect the performance of the final parts.
5 W-Ni-Fe system alloy additive manufacturing technology comparison analysis
Comparative analysis of four kinds of W-Ni-Fe system alloy additive manufacturing technology from W content, organizational characteristics, mechanical properties, advantages and disadvantages, the results are shown in Table 1.
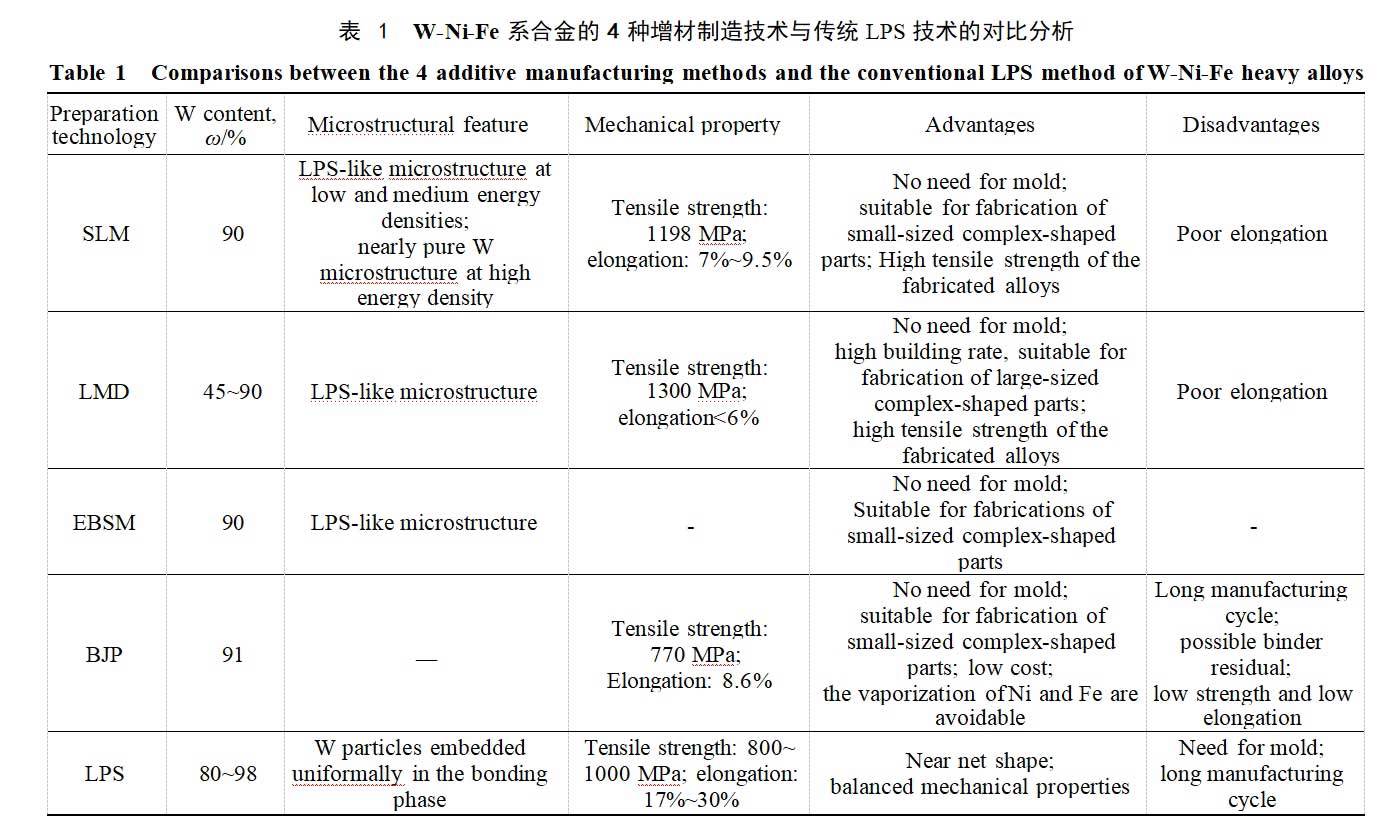
After 10 or so years of development, the research and development of additive manufacturing W-Ni-Fe system alloys has made great progress. Dense forming of samples with W mass fraction up to 90% has been achieved by process optimization using SLM, LMD, EBSM and BJP techniques, but additive manufacturing R&D of alloys with higher W mass fractions (91% or more) has not been carried out. The mechanical strength of the alloys prepared by SLM and LMD technologies can be much higher than that of the samples prepared by traditional LPS, but there is still a big gap in plasticity from the samples prepared by traditional LPS.
Raw material powder is one of the key factors restricting the additive manufacturing of W-Ni-Fe alloys. Since the W-Ni-Fe system alloy is composed of two phases, the W phase and the Ni-Fe-W bonding phase, the W phase is uniformly dispersed in the bonding phase in the form of particles, and its organization is similar to a composite material. The high melting point of W, the high volume share (usually greater than 80% [48], and the huge difference between the melting points of the W phase and the bonding phase (the melting point of pure W even exceeds the boiling point of the bonding phase [49]) make it difficult to prepare pre-alloyed powders using atomization methods (including gas atomization and plasma rotating electrode centrifugal atomization). During the heating and holding process of aerosolization, it is difficult to prepare W-Ni-Fe prealloyed powders by aerosolization due to the high volume proportion of high melting point W, which is difficult to be completely dissolved in the liquid bonding phase and exists as a solid phase, so that the melt is unable to flow steadily and uniformly out of the crucible or holding bag. When the plasma rotating electrode centrifugal atomization method is used to prepare W-Ni-Fe pre-alloyed powder, due to the huge difference in the melting points of the W-phase and the bonding phase, the bonding phase in the W-Ni-Fe alloy rods will be softened or melted under the effect of high temperature, which will easily lead to large alloy lumps to detach from the rods under the effect of centrifugal force, and form a large slag, which will lead to a low yield of the spherical pre-alloyed powder. Existing additive manufacturing of W-Ni-Fe alloys mostly uses elemental mixed powders, which brings more challenges such as powder recycling and organization uniformity control to the additive manufacturing of W-Ni-Fe alloys. Only literature [38] reported the use of pre-alloyed powder in BJP forming of W-Ni-Fe alloys, but did not disclose the preparation method of this pre-alloyed powder, as well as the information related to the yield, sphericity, and compositional homogenization control.
Impurity content (especially oxygen content) is also one of the key factors affecting the properties of W-Ni-Fe-based alloys [50]. The traditional LPS process generally adopts the hydrogen sintering process, which can effectively reduce the oxygen content in the alloy samples, and therefore the oxygen content of the raw material powder can not be strictly controlled. However, in the additive manufacturing process, it is also difficult to use hydrogen atmosphere, so the oxygen content in the raw material powder is more demanding, and the preparation of raw material powder puts forward higher purity requirements.
6 Summary and Outlook
Forming of W-Ni-Fe alloys with W mass fraction up to 90% has been realized by using LMD, SLM, EBSM and BJP techniques, in which the densities of 90W alloys prepared by SLM and LMD techniques can be greater than 99%. When the appropriate energy density is used and the organization of the additive manufacturing formed parts is similar to that of the traditional LPS, the tensile strength of the W-Ni-Fe alloys prepared by SLM and LMD can far exceed that of the traditional LPS W-Ni-Fe alloys, in which the tensile strength of the W-Ni-Fe alloys prepared by LMD can reach the level of 1,300 MPa, but the plasticity of the W-Ni-Fe alloys prepared by SLM and LMD is poor, and the tensile strength of the alloys can reach the level of 1,300 MPa. alloys prepared by SLM and LMD have poor plasticity, generally below 9.5%.
Overall, the research on the additive manufacturing of W-Ni-Fe alloys at home and abroad is still in the development stage, and the current research is mainly carried out based on laser or electron beam additive manufacturing technology. When laser or electron beam is used as the heat source, due to its rapid solidification characteristics, the additively manufactured W-Ni-Fe alloys can have special organization, such as dendritic W grains, higher content of solid solution W in the bonding phase, lower degree of connection of W-W particles, and higher density of dislocations within the grains, which make the additively manufactured W-Ni-Fe alloys have higher mechanical strength than the W-Ni-Fe alloys prepared by the traditional LPS technology. alloys prepared by additive manufacturing. However, W-Ni-Fe alloys prepared by additive manufacturing are prone to uneven distribution of internal microstructure, the existence of holes, cracks and other defects, resulting in poor ductility, which restricts the application of products.
W-Ni-Fe alloy additive manufacturing research is still mainly in the scientific research and exploration point of view, focusing on the 90W-7Ni-3Fe alloy for the development of a detailed process window, organization and performance research, but has not been able to solve the problem of its poor plasticity. In the future, it is also necessary to carry out in-depth exploration of the forming process, organization and performance relationship, from the raw material powder, alloy composition, forming process, post-heat treatment and other aspects of the organization and performance regulation research, clarifying its toughening mechanism, in order to enhance the performance of additive manufacturing W-Ni-Fe alloy. At the same time need to explore the other W content, especially higher W content alloy additive manufacturing research. Raw material powder is also an important factor restricting its development, and how to prepare high-purity pre-alloyed powder will also be one of the issues that need to be focused on in the future.
reference:(c)1994-2022 china Academic Journal Electronic pubolishing House. Al rights reserved. http://www.cnki.net
Spherical tungsten-nickel-iron alloy powders prepared by Stardust using RF plasma spheronization technology have high sphericity, low oxygen content and excellent fluidity, and are suitable for additive manufacturing (3D printing), injection molding and precision manufacturing of high-performance parts. Its advantage is to improve the density and mechanical properties of the finished product, which is widely used in aerospace, military manufacturing and high-end equipment.
For the demand of spherical rare refractory metal powder, please feel free to contact our professional manager Cathie Zheng +86 13318326187.

News
Stardust Technology (Guangdong) Co., Ltd.

101, Building 1, Liandong Youzhi Zone, Senshuji Road, Nansha Community, Danzao Town, Nanhai District, Foshan City,Guangdong Pro.,China
Tel:13318326187
13378621675
QR code