 Co., Ltd.")
Research on the performance of laser selective melting process of tungsten-based shielding
Release time:
2024-12-20
0 Introduction
With the continuous development of global nuclear energy technology, nuclear-powered ships, as an important part of future marine strategic forces, have become particularly important in terms of technological development. However, the development of domestic nuclear-powered ship technology is constrained by many factors, among which the research and development of new shielding materials is particularly critical. On the one hand, foreign technology blockade and monopoly in new shielding materials restrict the acquisition of domestic technology; on the other hand, the limitations of the performance of existing traditional shielding materials in China also hinder further breakthroughs in nuclear-powered ship technology. Therefore, the research and development of new shielding materials has become an urgent problem to be solved.
Among many potential new shielding materials, tungsten and tungsten-based alloys are often used in the preparation of nuclear reactors and nuclear power plants due to their high melting point, high thermal conductivity, low sputtering corrosion and low tritium retention [1-31. However, the high melting point and high ductile-brittle transition temperature of these materials make their preparation by traditional processes (casting, powder metallurgy, etc.) challenging. Many literatures show that 4,51, high melting point materials have high cohesive energy and high surface tension, which leads to an increase in the viscosity of the liquid phase in the molten pool and the molten droplets tend to form a single sphere and then solidify, which greatly reduces the fluidity of the molten pool and easily leads to defects such as cracks. Selective laser melting (SLM) technology has the advantages of fast heating and cooling and precise control, which can better improve the above-mentioned cracks and other defects, so it has been widely used, and has made major breakthroughs in the field of additive manufacturing of iron-based, titanium-based, nickel-based and aluminum-based alloys 5,71, but its application research in tungsten and tungsten-based alloys is still in its infancy.
This paper mainly studies the SLM preparation process of tungsten-nickel alloy, analyzes the influence of different laser scanning speeds on the surface morphology and performance of the sample, in order to obtain a crack-free and high-density SLM tungsten-nickel alloy shield.
1 Experimental materials and methods
1.1.
Experimental materials
The SLM test uses plasma spheroidized tungsten-nickel powder with a particle size of 5~25wm, as shown in Figure 1. The powder is in regular spherical shapes of varying sizes, which is conducive to improving the powder's absorption rate of laser. The chemical composition of the powder is shown in Table 1. Before the test, the powder was dried at 200℃ for 5h to ensure the dryness of the powder.

1.2 Experimental methods
This test uses SLM equipment (TruPrint 3000, TRUMPF.Ditzingen, Germany) to prepare tungsten-nickel alloy. The maximum output power of the SLM equipment laser is 500 W, the positioning accuracy is 0.05 mm, the working range is 300x400 mm, and the powder feeding method is double-cylinder push-to-powder feeding. All substrates were preheated at 200℃ before the test, and the specific process parameters are shown in Table 2.

Before SLM, the specimen (10x10x5 mm) was modeled using 3D design software (SolidWorks), and then the corresponding slice processing was performed. The experimental principle is shown in Figure 2, and the real-time working process of SLM is shown in Figure 3. After SLM, the specimen was sampled using wire cutting, and the specimen was mechanically ground and polished. The microstructure of the specimen after corrosion (NH,·H,0:H,0,:H,0=1∶1∶2) was observed using an optical microscope (Scope Axio ZEISS, Carl Zeiss AG, Oberkochen, Ger-many) and a scanning electron microscope (S-3400, HITACHI, Tokyo, Japan): Then, a random area was selected from the cross section of the SLM-formed tungsten-nickel alloy specimen along the additive direction, and a microhardness test was performed every 0.5 mm, and five points were tested for each specimen. The sample hardness was measured using the INNOVATEST micro-Vickers hardness tester according to the GB/T 4340 standard. In order to ensure the density of the sample, the Mettler XP205 precision balance with a measurement accuracy of 0.01 mg was used to measure the sample density according to the GB/T11927 standard.

2 Results and Discussion
2.1 Macromorphology
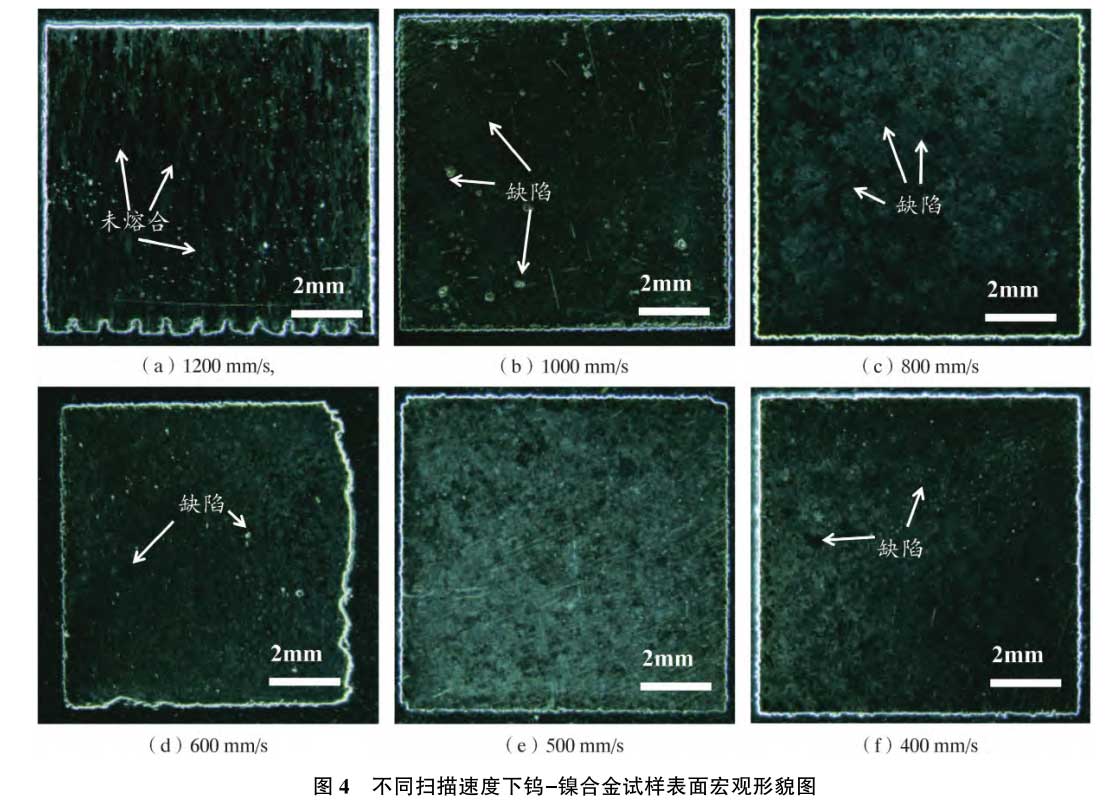
In order to observe the forming quality of SLM tungsten-nickel alloy, the surface macromorphology of the tungsten-nickel alloy samples after SLM forming under the process parameters of 1~6# was characterized, and its morphology is shown in Figure 4. The scanning speeds of the 1~6# samples were 1200 mm/s, 1000 mm/s, 800 mm/s, 600mm/s, 500mm/s and 400 mm/s, respectively, and the scanning speed gradually decreased. At a scanning speed of 1200 mm/s, there are a large number of unfused defects on the surface of the tungsten-nickel alloy, and the defects are densely distributed in the form of lines, which indicates that too high a scanning speed will cause insufficient fusion of the alloy, resulting in defects on the surface. Further reducing the scanning speed to 1000 mm/s, 800 mm/s, and 600 mm/s, the macroscopic morphology is shown in Figures 4(b), 4(c), and 4(d), respectively. The degree of defects on the alloy surface shows a trend of gradual reduction, and the defects gradually transform from strip cracks at 1200 mm/s to pits, and the density gradually decreases, which indicates that reducing the scanning speed can better improve the surface forming quality of the tungsten-nickel alloy. As the scanning speed decreases to 500 mm/s and 400 mm/s, as shown in Figures 4(e) and 4(f), the degree of defects is further reduced. When the scanning speed is 500 mm/s, the best surface forming quality of the tungsten-nickel alloy is obtained, and there are only a few pits on the surface, which is attributed to the peeling of unmelted tungsten particles under the action of external force during mechanical grinding. When the scanning speed is 400mm/s, a few defects appear on the surface of the tungsten-nickel alloy. The reason may be that the high heat input causes the nickel element to burn, which in turn weakens the connection between the tungsten particles.
 2.2 Micromorphology
2.2 Micromorphology
In order to further study the structure and defect morphology of the tungsten-nickel alloy at a lower scanning speed, the tungsten-nickel alloy prepared at scanning speeds of 600mm/s, 500mm/s, and 400mm/s was characterized by SEM analysis. Figures 5(a) to 5(c) are magnified images at 50 times the scanning speed of 600mm/s, 500mm/s, and 400mm/s, respectively. At this magnification, it can be seen that black structures are found in all three processes, and obvious cracks are found in Figures 5(a) and 5(c). Combined with the microstructure at 200 times, it can be seen that the black structure is a defect on the surface after forming, and the defects are manifested as holes of a certain size and elongated cracks, as shown in Figures 5(a), 5(b), and 5(c). When the power remains unchanged, the number of holes on the sample surface decreases to a certain extent as the scanning speed decreases, and the crack distribution changes from continuous to intermittent, as shown in Figures 5(a) and 4(c). This is mainly because: the gradual decrease in scanning speed causes the laser heat source to gradually increase the residence time on the powder surface, that is, the heat input absorbed by the powder per unit time increases, which prolongs the solidification time of the tungsten-nickel alloy and promotes the formation of the molten pool to a certain extent, reducing the generation of defects. When the laser scanning speed is 500 mm/s, the surface of the tungsten-nickel alloy prepared by SLM is smooth and basically has no visible defects. As the scanning speed continues to decrease, the heat input of the molten pool gradually increases, and excessive heat input may cause the temperature of the molten pool area to be too high. On the one hand, this leads to the burning of alloy elements and the formation of thermal cracks, and on the other hand, it also causes molten droplets to splash, resulting in an increase in the surface roughness of the sample.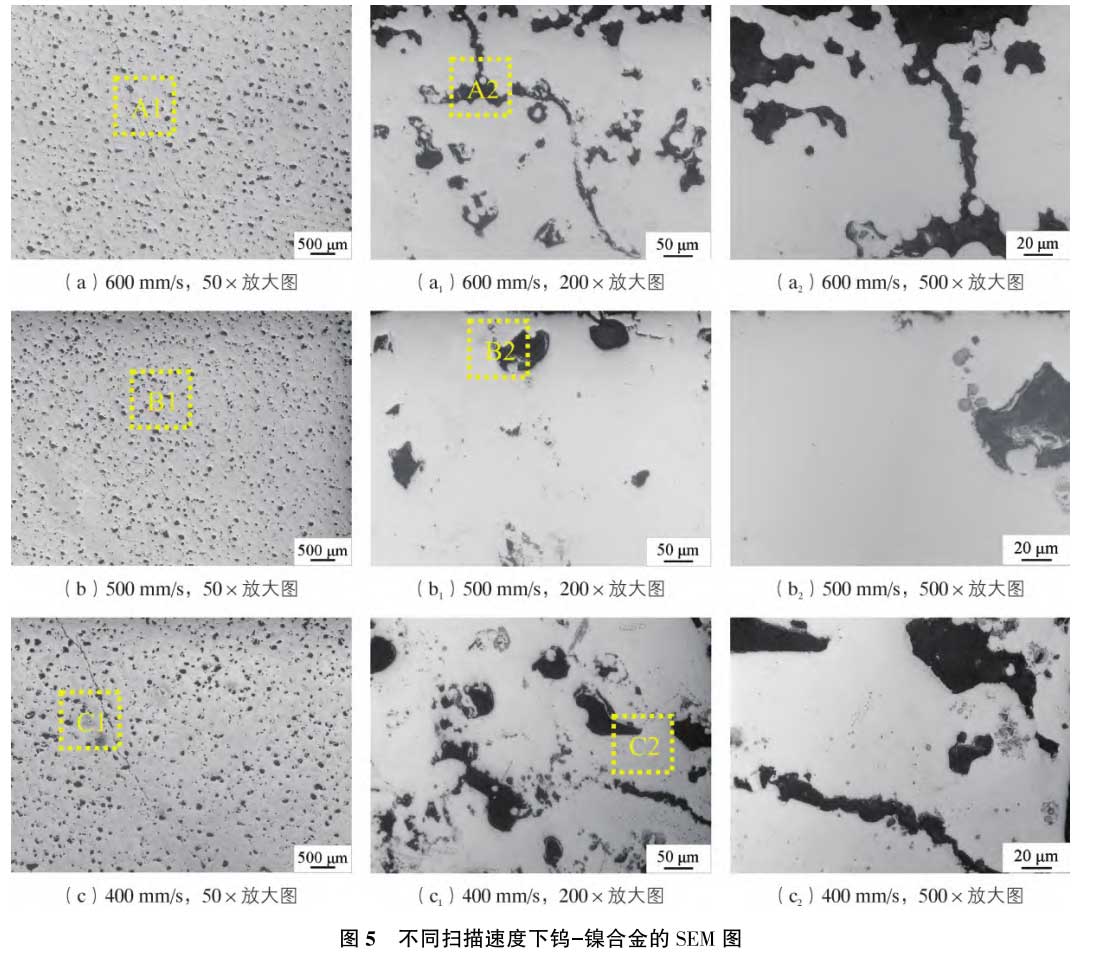 Figures 6(a) and 6(b) are the scanning morphology and composition distribution diagrams of tungsten-nickel SLM printed samples at a scanning speed of 500 mm/s. As can be seen from the figure, the tungsten particles are dispersed in the matrix in a spherical shape, and the size varies from 5 to 25 mm. This shows that under this heat input, the tungsten particles basically remain unmelted. The forming mechanism of SLM tungsten-nickel alloy is mainly liquid phase sintering8”, that is, the tungsten element with a higher melting point of 3422℃ is not dissolved, and the Ni element with a lower melting point is dissolved in the liquid phase. During the solidification process, Ni acts as a binder phase to fill the gaps between tungsten particles, ensuring that the sample is dense inside and has no obvious cracks or holes on the surface. Figure 6(c) and Figure 6(d) are the element test diagrams in the wireframe of Figure 6(c) and Figure 6(d), respectively. It can be seen that in the C region, the area of W particles accounts for about 50%, but the tested tungsten content reaches 83.4%, which indicates that there is partially melted W element in the Ni binder phase, which means that W is dissolved in the Ni matrix to form a solid solution. However, no Ni element is found in the D region. This is because the solubility of Ni element in W element is extremely low, while the solubility of W in Ni element reaches about 45%[9]
Figures 6(a) and 6(b) are the scanning morphology and composition distribution diagrams of tungsten-nickel SLM printed samples at a scanning speed of 500 mm/s. As can be seen from the figure, the tungsten particles are dispersed in the matrix in a spherical shape, and the size varies from 5 to 25 mm. This shows that under this heat input, the tungsten particles basically remain unmelted. The forming mechanism of SLM tungsten-nickel alloy is mainly liquid phase sintering8”, that is, the tungsten element with a higher melting point of 3422℃ is not dissolved, and the Ni element with a lower melting point is dissolved in the liquid phase. During the solidification process, Ni acts as a binder phase to fill the gaps between tungsten particles, ensuring that the sample is dense inside and has no obvious cracks or holes on the surface. Figure 6(c) and Figure 6(d) are the element test diagrams in the wireframe of Figure 6(c) and Figure 6(d), respectively. It can be seen that in the C region, the area of W particles accounts for about 50%, but the tested tungsten content reaches 83.4%, which indicates that there is partially melted W element in the Ni binder phase, which means that W is dissolved in the Ni matrix to form a solid solution. However, no Ni element is found in the D region. This is because the solubility of Ni element in W element is extremely low, while the solubility of W in Ni element reaches about 45%[9]
2.3 Hardness test
In order to further study the effect of scanning speed on the mechanical properties of the sample, the influence of different scanning speeds on the microhardness of the sample was tested. Figure 7 shows the influence of different scanning speeds on the microhardness of the sample. Microhardness distribution of SLM tungsten-nickel alloy specimens. As the scanning speed decreases, the hardness of the specimens is 352 HV, 359 HV, 365 HV, 362 HV, 354 HV and 349 HV, respectively, showing a trend of increasing first and then decreasing. When the scanning speed is 800 mm/s, the tungsten-nickel alloy SLM print has the largest hardness value. The hardness values of tungsten-nickel alloys at different scanning speeds are generally similar, and the change in hardness value is greatly related to the dispersion distribution of unmelted tungsten particles. A larger scanning speed indicates that the total heat input of the laser is small and the residence time of the molten pool is short, resulting in a large difference in the distribution of unmelted tungsten particles inside the specimen, which leads to a certain fluctuation in the microhardness value of the specimen surface.
 2.4
2.4
Density test Figure 8 is a density test sample of SLM tungsten-nickel alloy specimens at a scanning speed of 500 mm/s, with a size of 10x10x10 mm. Using Archimedes principle, the water displacement method was used to measure the mass of the sample at room temperature, in air and in deionized water. The mass was measured 5 times and the average density was calculated. The results are shown in Table 3. The average density of the tungsten-nickel alloy sample was 17.89+0.02 /cm.
 3 Conclusion
3 Conclusion
This paper studies the influence of laser scanning speed on the surface forming quality and mechanical properties of tungsten-nickel alloy prepared by SLM. Material characterization and performance test analysis were carried out through OM.SEM, microhardness and density tests. The following conclusions were drawn
(1) The optimal process parameters for SLM preparation of tungsten-nickel alloy are laser power 400 W and scanning speed 500 mm/s. As the scanning speed increases, the smaller heat input leads to uneven distribution of tungsten particles, resulting in poor surface forming quality of tungsten-nickel alloy. As the scanning speed decreases, the larger heat input leads to alloy element burnout and thermal cracking.
(2) In the process of SLM preparation of tungsten-nickel alloy, different scanning speeds have little effect on the microhardness value of the sample, and the microhardness value range of the sample is 350~365 HV. The average density of tungsten-nickel alloy prepared by the optimal process parameters is about 17.89 g/cm.
(3) The forming mechanism of tungsten-nickel alloy prepared by SLM is that the molten nickel element fills the gap between unmelted tungsten particles and wraps them during the liquid phase sintering solidification process, which eventually leads to the dispersed distribution of tungsten particles on the nickel matrix, which is beneficial to improve the mechanical properties of the sample.
Paper citation information:
Topic Experimental Investigation
2024 Issue 2·Total Issue 135
Stardust uses spherical tungsten-based powders spheroidized by radio frequency plasma, including Ta-W, W-Re, W-Nb, W-Ni-Fe, W-Mo, W-Mo-Ta-Nb and other alloy powders, with high purity and low oxygen, high sphericity, smooth surface, no satellite balls, uniform particle size distribution, excellent flow properties, and can be applied to laser/electron beam additive manufacturing, laser direct deposition, hot isostatic pressing, injection molding, laser cladding and other processes. It can also accept customization of composition and particle size to meet the use needs of customers in different fields.
For more details, please contact Vicky+0086-13318326185(Whatsapp)

News
Stardust Technology (Guangdong) Co., Ltd.

101, Building 1, Liandong Youzhi Zone, Senshuji Road, Nansha Community, Danzao Town, Nanhai District, Foshan City,Guangdong Pro.,China
Tel:13318326187
13378621675
QR code